Hi everyone
I have been silently lurking and reading the forums for a couple of weeks.. and finally have something worthwhile to post.
I am Bert from Rotterdam, the netherlands and last friday I bought the M200!
I have been doubting to purchase this machine for a couple of weeks. I had 2 options for distinct reasons. An ultimaker original or the M200.
I have some experience with the ultimaker being a teacher in the digital station at an art academy one day a week and my 'doubt' mainly was
which direction to take; buy an ultimaker and start tinkering on the machine, investing time (and play) with the settings in cura/slic3r/repetier, experimenting with materials etc or just to push some buttons and focus more on the designs then on the machine itself. I chose the latter but untill the end my main worries were the possible limitations in z-suite.
So I bought I bought the M200 at Ridix, a local official reseller of Zortrax last friday ( good to have a place around the corner were they sell filaments etc). and have been experimentating since :-)
First impressions:
getting it out of the box: What a well build machine! Feels/looks like a tool and not a toy. Loved the details in the box like the tools.
assembly was very easy (some drawing in the manual were not very clear to me) and had it calibrated 30 minutes after unboxing.
First print.
Just printed a new filament holder because I didn't like the orange one that came with my machine. Came out in great in Ultra-T except 2 burn marks.
First Challenge:
this is a lamp a recently made from paper, it's a dodecahdron made up of 31 elements. The paper is subject to humidity, stains etc and I am curious to see if I can print it. You can see it working here: http://www.bertsimons.nl/portfolio/WIP/isoled/
It also seemed a good practice/challenge to try to get a 'reproducable' series with 'product' qualities and not just to print a thingiverse thingy.
With a special challenge to get the material as translucent as possible without a transparent material being avalaible..


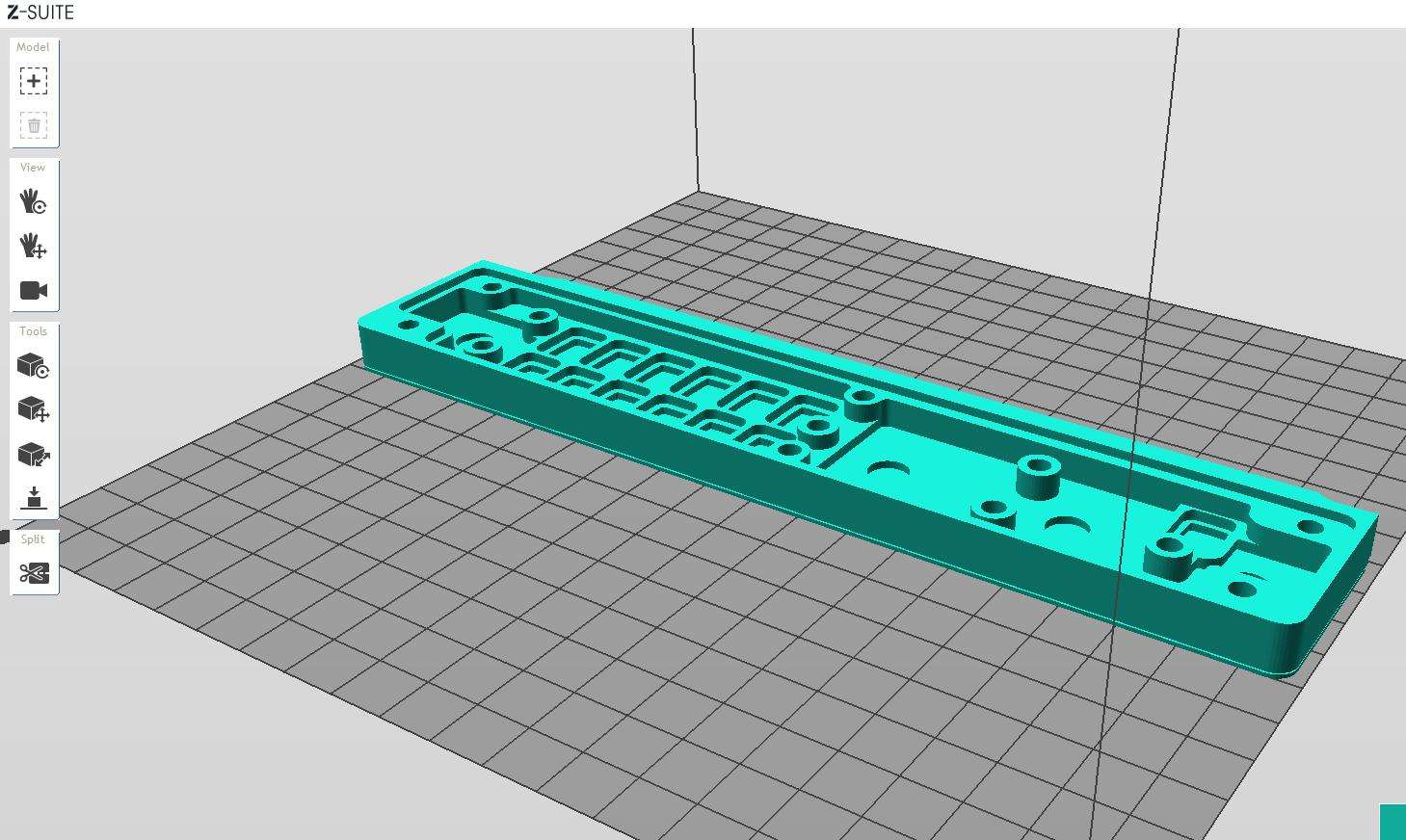
So because the light has to shine through material thickness should be as thin as possible. And I drew this in rhino with a wall thickness of 0.8mm

first print.
I placed the element with the wide side down and printed it in utra-t. Used light support and this came out.
unfortunaly my second print also had some burns..

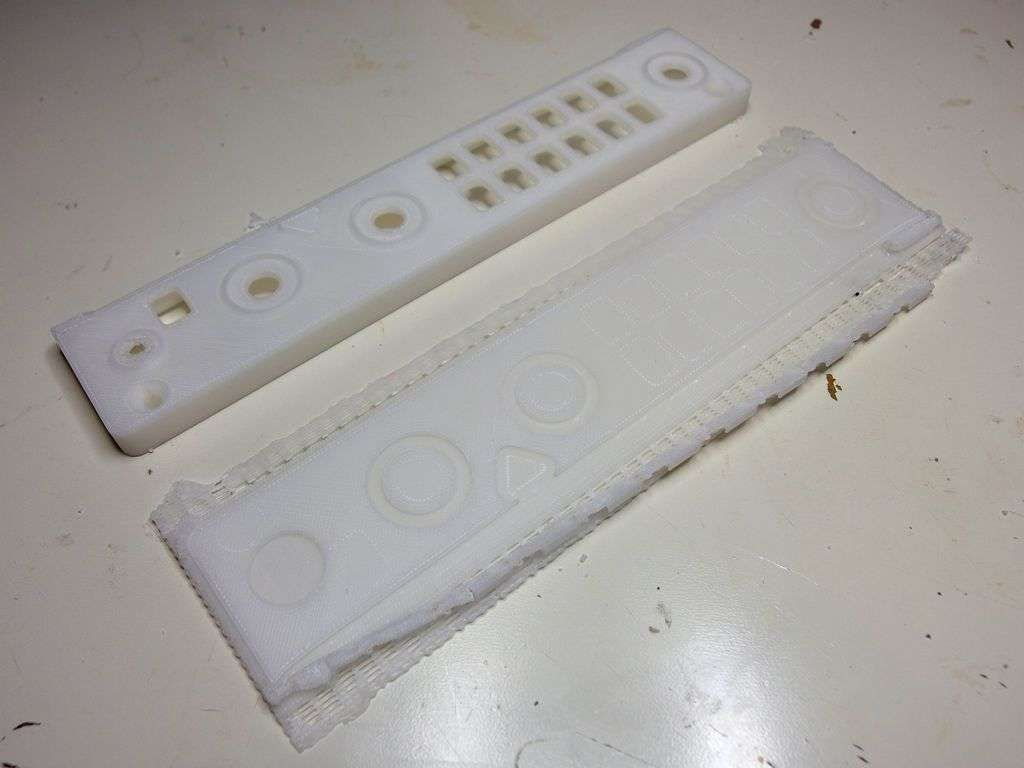
I could easily remove the raft from the inside and the light support.

unfortunatly I was not able to remove the 'solid' raft on top of the support.. and there's a burn in the top too..

So I decided to print it with the top at the bottom, also didn't like the 'normal seam' which you can see in the middle top part of the picture above and choose for random seams for the next print.
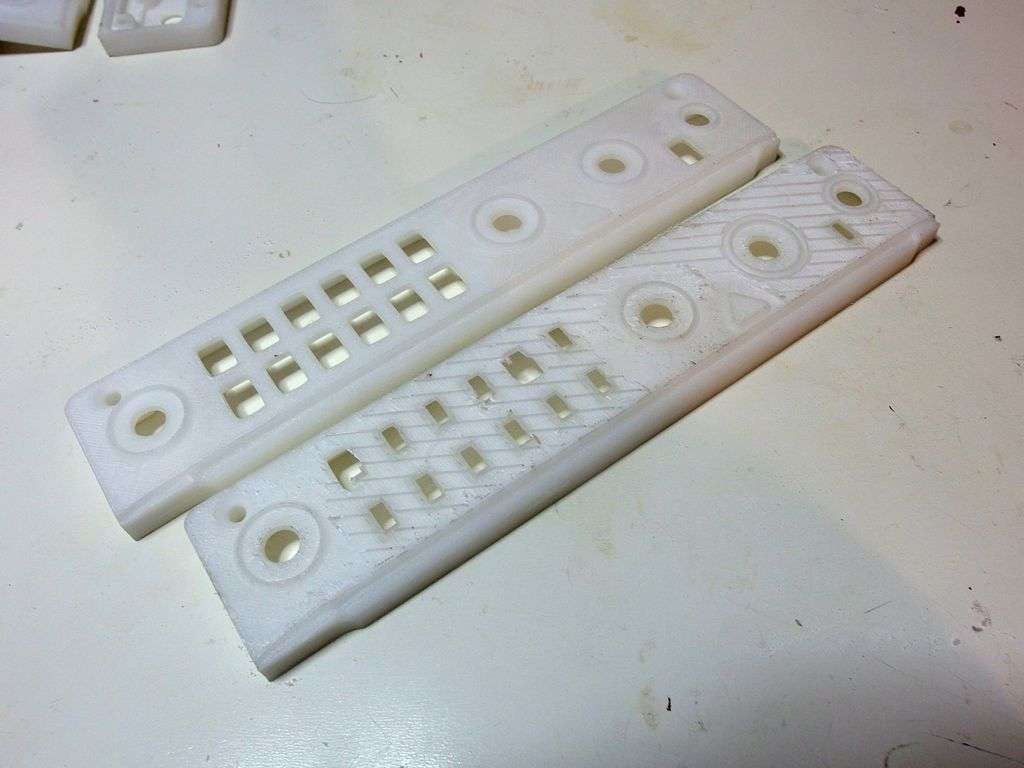
left print is with ultra-t, right one wih z-abs.
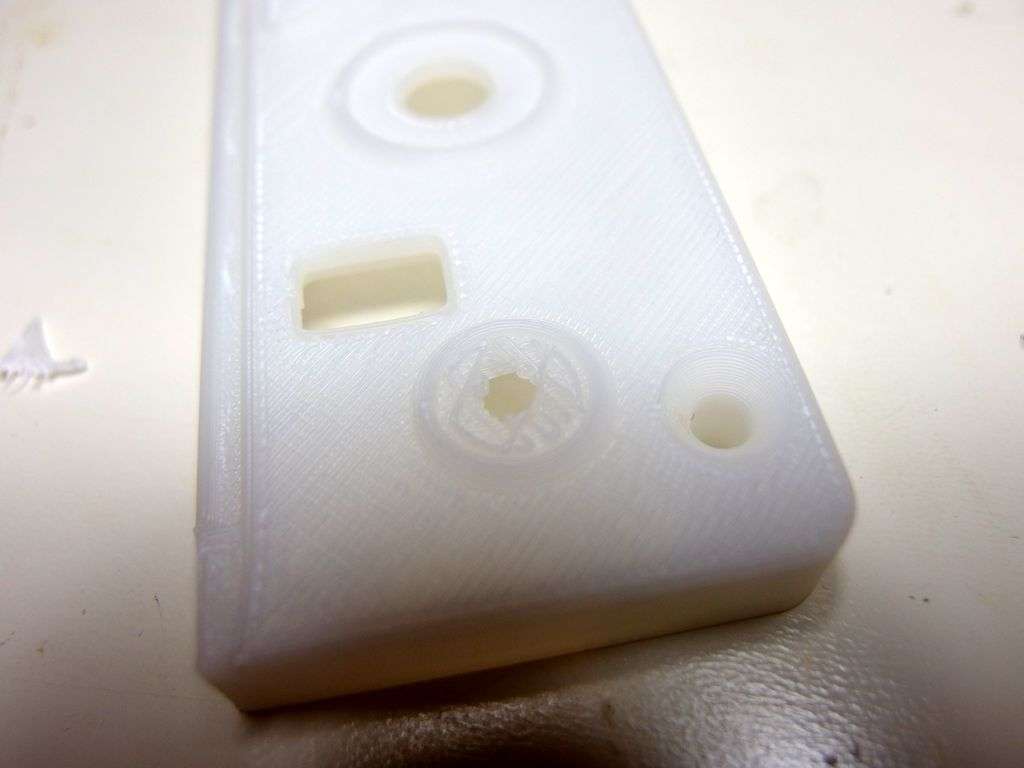
The ultra print came off the raft quitte good, the surface was still quitte reflective, The ABS one hower had clearly visible surface 'damage' where it was attached to the raft.

here you see the ''damage" in ABS when I put a light behind it.. damned why do I want to make a lamp shade?

turning the seams from normal to random did not give a better result. Z-suite placed the seams at the edges of the surfaces, for each layer random at one of the edges showing of as blobs on the edges.
what I miss at this point is the ability to spiral print, without stopping/starting printhead at different locations. I solved this however by givving the edges a fillet. this reduced the blobs.

I really liked the abs look. besides the problem of having the top of the shape on the raft with visible marks when removing..
printing with the top up gave the problem of not being able to remove the 'solid' raft layer (which would probably also have given some visible removal marks.)
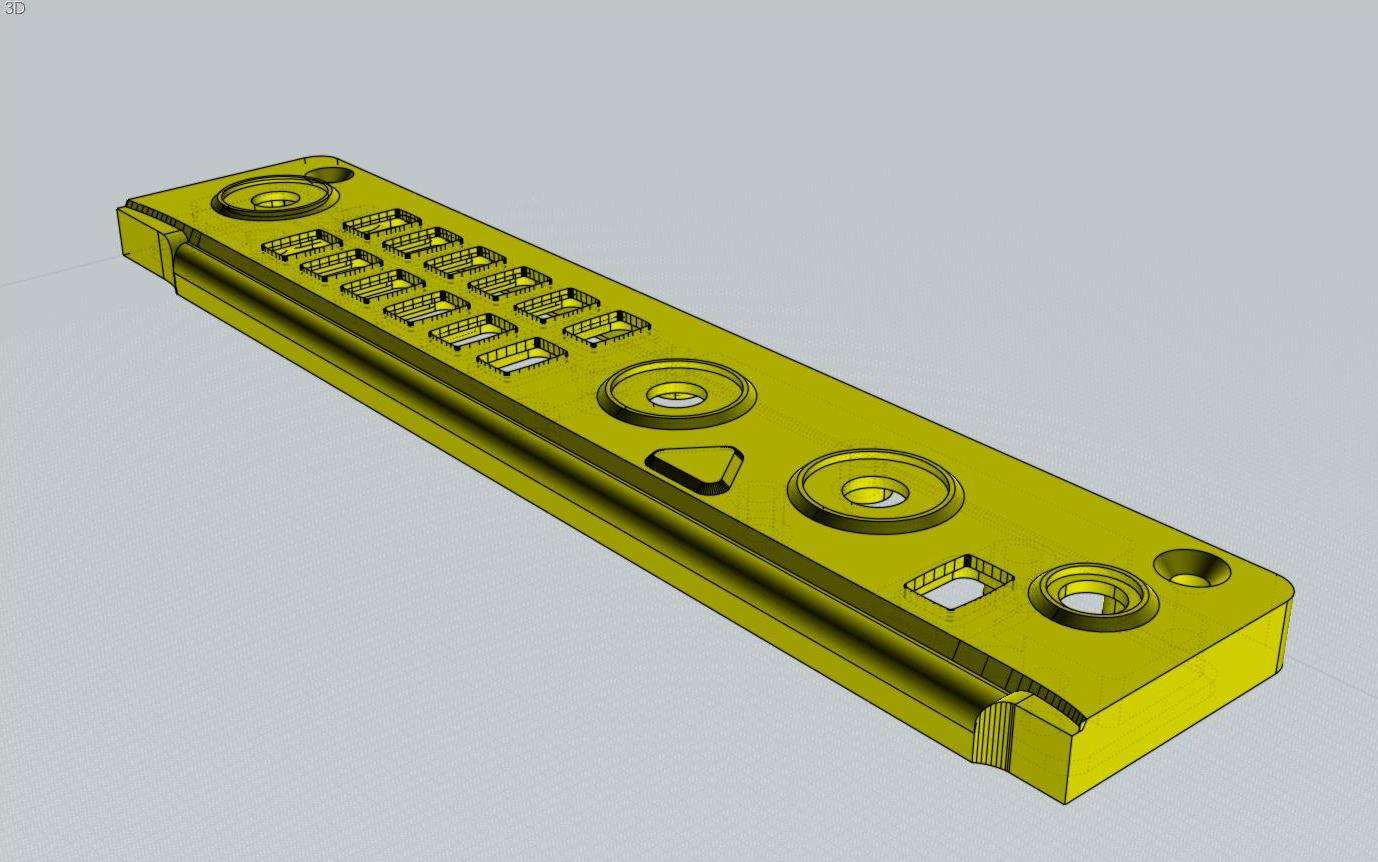
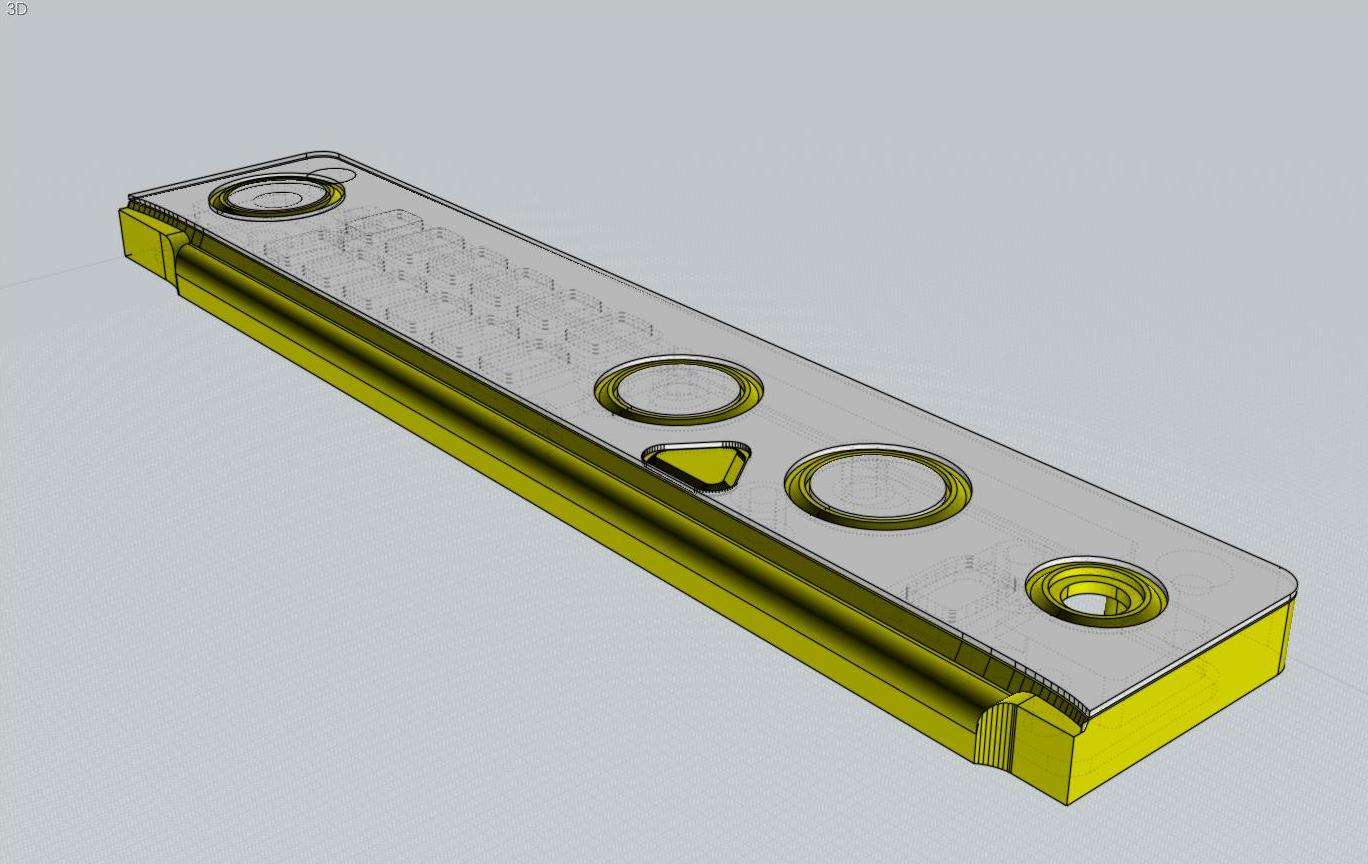
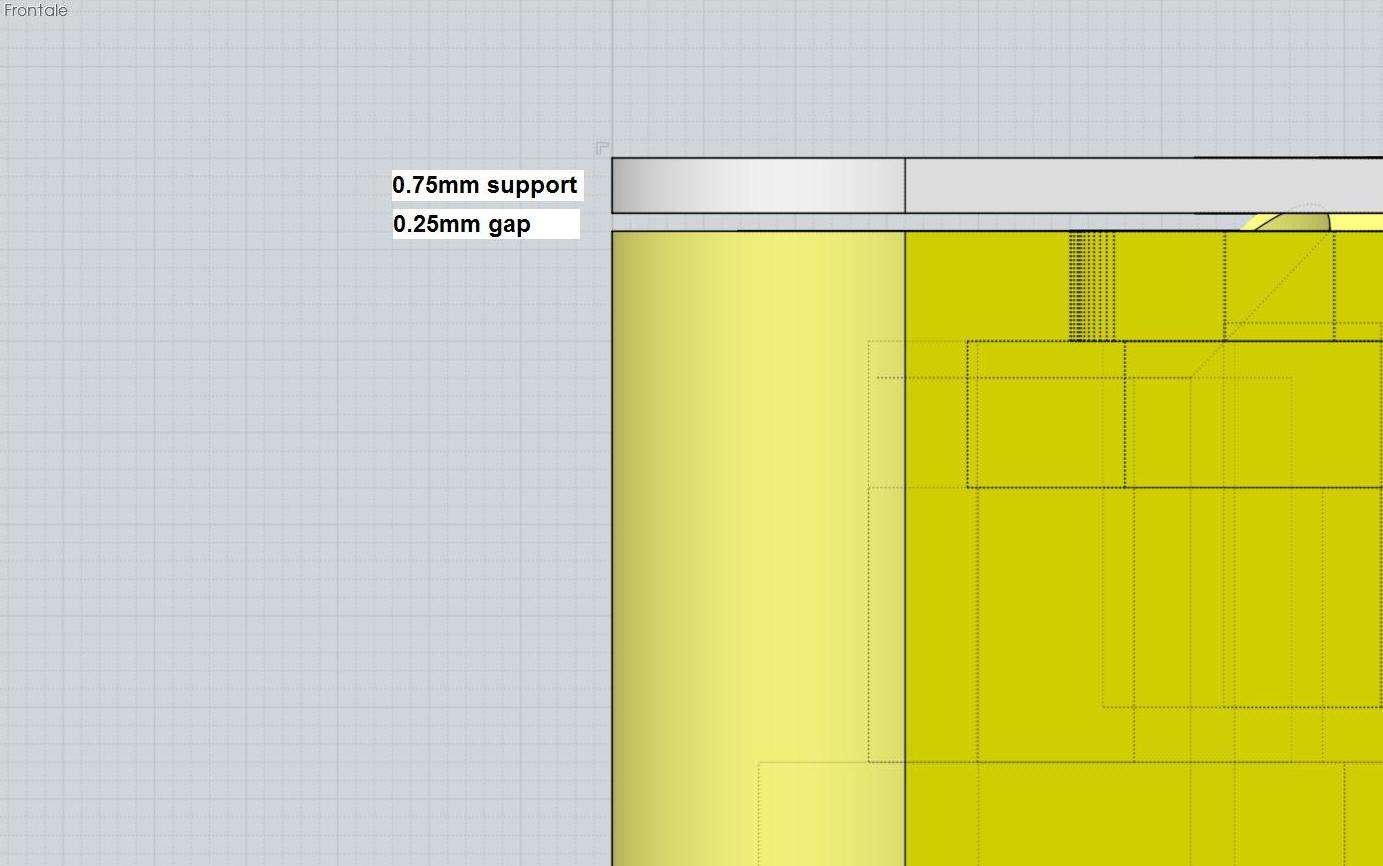
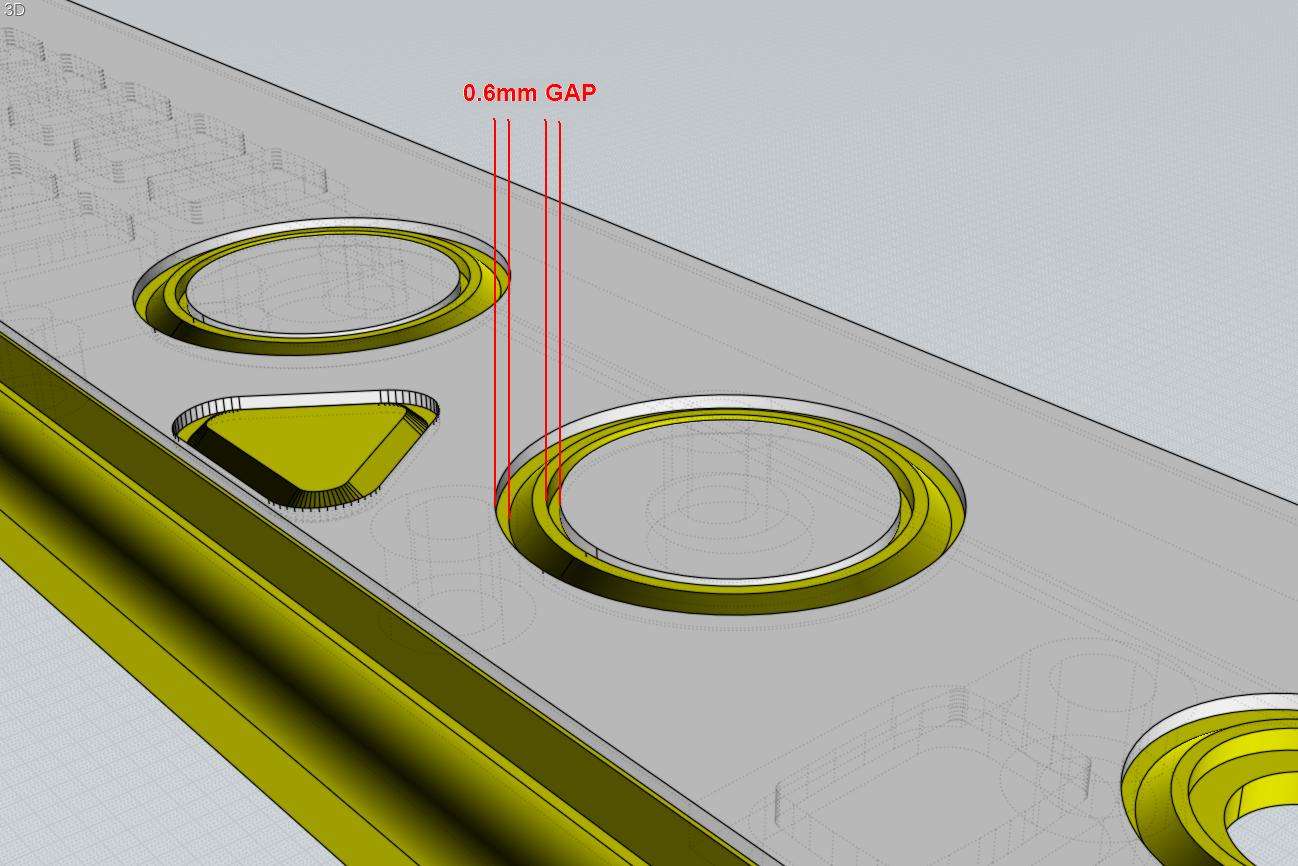
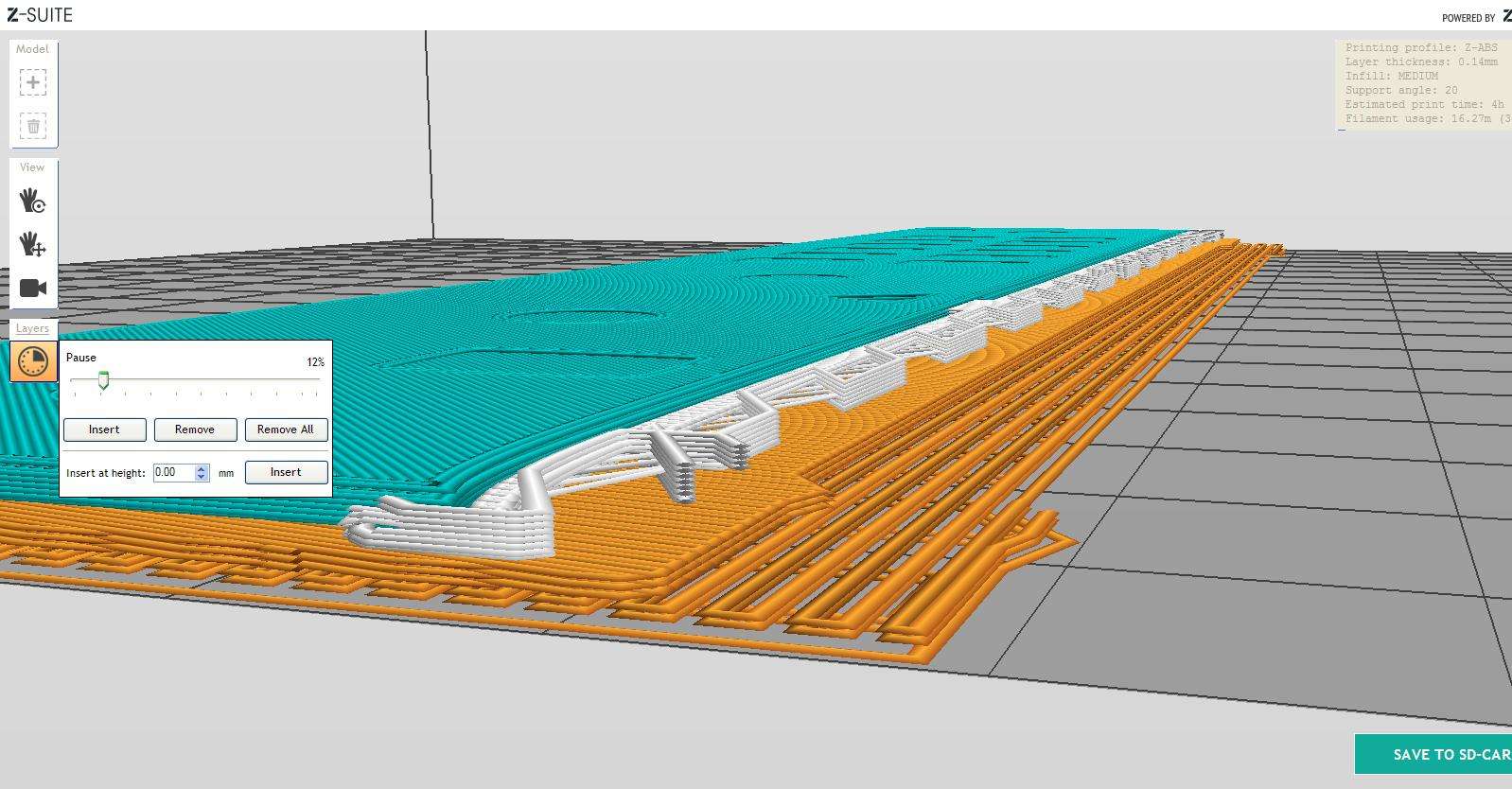
but I thought I could solve that by making a custom support underneath the top which does not touch the top at the inside..
So I draw a solid layer just beneath the top (0,1 mm) which hopely would result in some mid-air printing without the filament dropping to much to prevent next layer to stick but with the air gap far enouvh to not get next layers stick to it..

and to my big suprise.. it workes, I could remove inner support very easy and the solid custiom support plate only sticked to the lite support :-)
When I hold it against light it is very acceptable

But, this method in ABS with the top side up, the support lite and the extra support made print times a lot longer..
So I decided to do the ultra-t with top on heatbed which also looked quitte good.
Conclusion:
So this was my first printing experiment...
I am very pleased with the quality of the zortrax! ( except for the burns.. which have happened a few times more.)
Yes I do miss some extra (software) functionallity at moment but I think the print quality is a bigger plus for me now.
Things I didn't like:
removal of the bed after printing.. I take it off because I dont want to accidently damage connections and threw to much dirt in machine while scraping
but these connectors! I really have to use force force on the big one and the little one I almost don't dare to touch..
After one day of printing I am very happy that I bought this machine!
Bert