Finally I've got an actual paying customer, and I can't get his design to print without cracking in the same place every time.
I've never had a problem before in all my time/printers, and have tried lots of different things to prevent it.
I can't post his file by the way, he's very hung up about that and said it would be a deal breaker.
Basically, settings are nothing too fancy...
0.29 ABS
Fan Auto
Support Light
4 layers top/bottom
Fan Auto
I've also got sides on the printer and an improvised hood (black plastic rectangular tub, made a big difference to splitting).
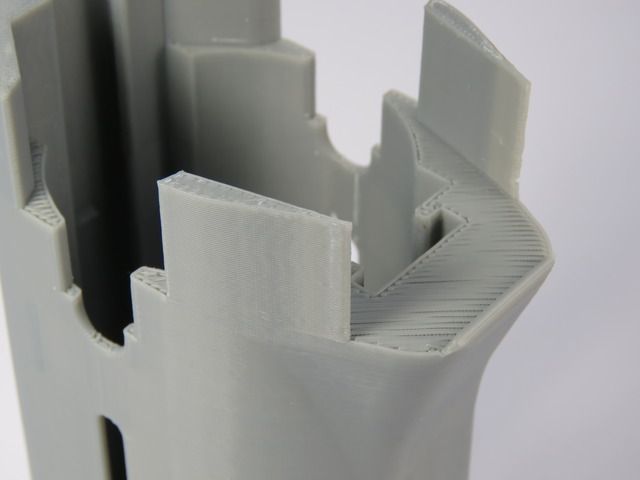
The pics shown are the bottom side.
I would prefer to print it other side down (standing as shown in the pic) as this really reduces the print time/support removal, but it splits worse then.
Platform leveling, clean hot end, nice extrusion...I really keep on top of that, and all my other designs are printing flawlessly.
I even pulled out a roll of UltraT I've never used, but it doesn't allow printing at 0.29 which would make the print time too long for a part this size.
Why not use .19? Whats with .29, is that the order?
I am doing a print in .29 Zabs right now. I like it but it is a bit thick looking. But the order I am printing it for is for medium quality and wanted a quicker print.
I usually do most my stuff in .19 and .09, but it did shave an hour off the print. yippee. lol Saves myself .02¢ in electric. haha
The top layer that looks bad is actually the bottom layer, meaning it's printed with that side down, and that layer is place on raised support material.
I have several large prints like that, and the layer on the perfboard is always perfect, but if there's raised support it always looks like that in 0.29. I'm hoping the next software upgrade might improve that?
The reason for 0.29 is the printer time...it's a customer print and quicker print keeps the cost down.
Plus I do all my big prints in 0.29 and they always look great, with the exception of the raft on raised support.
So fan off for the entire print?? Not just 10%? It's a big print is why I'm asking.
Sorry, you’re right…it is the bottom surface. It still looks weirdly wide spaced. I just thought it was the top because there was someone seeing those unfinished surfaces with 0.29 on the top (I think it was joshpit?).
Print my adjustable fan shroud. Then you can shut it off when the critical transition is printed.
But from the picture the part seems to be big enough to print fine with 0% fan.
Fan is more important for small, intricate parts. On bigger stuff it just adds shrinking stress without really any other significant benefits.
Sorry, you're right...it is the bottom surface. It still looks weirdly wide spaced. I just thought it was the top because there was someone seeing those unfinished surfaces with 0.29 on the top (I think it was joshpit?).
Print my adjustable fan shroud. Then you can shut it off when the critical transition is printed.
But from the picture the part seems to be big enough to print fine with 0% fan.
Fan is more important for small, intricate parts. On bigger stuff it just adds shrinking stress without really any other significant benefits.
Thanks for the advice, I'll do just that in the morning.
Why not use .19? Whats with .29, is that the order?
Thicker layers in general give better layer adhesion because there is a greater volume of molten plastic exiting the extruder and carrying heat to the layer below. Thinner layer = less heat transfer for layer bonding. Whether they look acceptable or not is usually a function of the overall size of the part. 290µ looks awkward in a tiny part, but on larger parts it can be fine; it's a matter of scale (my opinion).
That is a pretty serious stress riser designed into the part right there. Would be even on an injection molded part. Sometimes, just because you can print an arbitrary shape, doesn't make it the right thing to do. Is there a way the customer can modify the design? Generous fillets here and there could make a big difference.
Thicker layers in general give better layer adhesion because there is a greater volume of molten plastic exiting the extruder and carrying heat to the layer below. Thinner layer = less heat transfer for layer bonding. Whether they look acceptable or not is usually a function of the overall size of the part. 290µ looks awkward in a tiny part, but on larger parts it can be fine; it's a matter of scale (my opinion).
I've thought the same thing, however .39 layers split like crazy. Unusable for most parts.
 [/URL]
[/URL]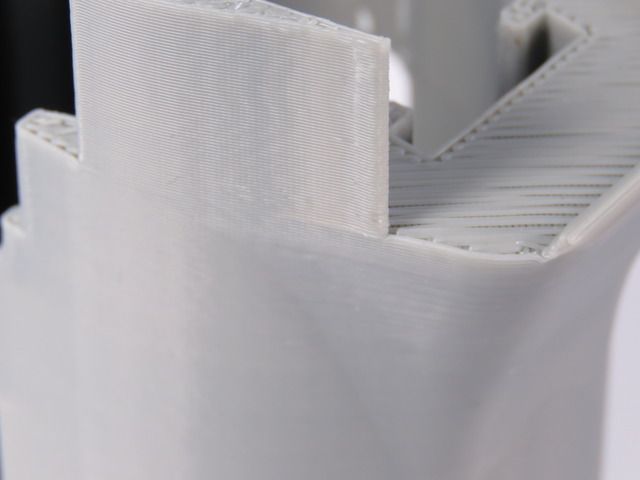 [/URL]
[/URL]