I'd like a backup nozzle to avoid down time, but the Z nozzles are just so darn expensive (not even including shipping). I've seen some very high quality nozzles for great prices, but I have no idea what'd fit. Has anybody had any luck with an aftermarket?
Up/Afinia nozzles have the same thread (M6x1 I think) as Zortrax nozzles. Octave Up/Afinia nozzles can be a bit too tight on the 3.5mm feed tube, possibly requiring reaming, which I've done successfully. Based on reports I've heard, "official" Up nozzles from pp3dp may fit without any reaming. The only real difference apart from the bore size is that the Zortrax nozzles have a rounded pointy tip to improve auto-height sensing whereas Up/Afinia nozzles are flat-faced, but AFAIK this is not super-critical.
There are some nozzles around that look very similar (someone on ebay was selling stainless ones I think) but the bore size is way too small.
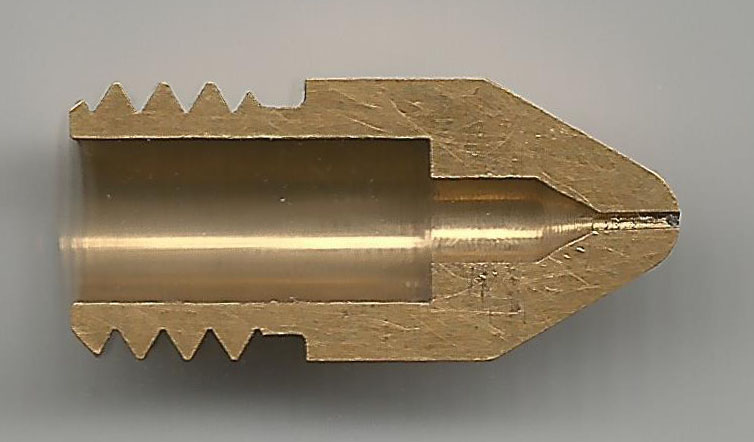
I split one once and documented it. Unfortunately, I didn't find appropriate manufacturer in my homeland to make few of them.
1118
{kind=link}
Looks cool Sam. Do you have any dimensions on it? E.g Threaded length, inner diameter, total length? I think there's a place I could get some manufactured if I could get the dimensions.
Second attachment in my previous post. ;)
But some dimensions are rounded to one decimal place on the drawing.
Second attachment in my previous post. ;)
Lol, it was white so I didn't even see it. ^_^
I splited one once and documented it. Unfortunately, I didn't find appropriate manufacturer in my homeland to make few of them.
You show 3.45mm for the sleeve bore and 1.75 for the melting chamber; I measure the feed tube at 3.5mm so 3.45 could be tight. I also measure the melting chamber at 1.8mm but I could be wrong...
Great job, BTW :)
3.5 and 1.8 sound better for the sake of tolerances. I'm going to start searching around to see if anybody would be willing to make these at a better cost.
You show 3.45mm for the sleeve bore and 1.75 for the melting chamber; I measure the feed tube at 3.5mm so 3.45 could be tight. I also measure the melting chamber at 1.8mm but I could be wrong...
Great job, BTW :)
Yup. I also measured the feed tube at 3.50mm with my Mitutoyo digital caliper, but don't forget that nozzle was measured at 3.45mm at room temperature - 22-26 °C. When nozzle is heated it is expended more than the feed tube because thermal expansion coefficient for steel which feed tube is made of is between 11-13 µm/K while for brass which nozzle is made of it is 19 µm/K. That is one of the reasons why extruder must be heated while nozzle is being removed - brass expands more than steel.
3.5 and 1.8 sound better for the sake of tolerances. I'm going to start searching around to see if anybody would be willing to make these at a better cost.
If you will write 3.5mm on the drawing they will use 3.50mm drillbit and if they will use 3.50mm drillbit the hole will be around 3.52 due to some other factors.
I have already given in production some nozzles but they were rubish and print quality was poor because manufacturer did not take tolerances into account.
When I split one and showed him a picture of it he refunded me after some negotiations and a thread of our market inspectorate. I think he just tried to swindle me.
Yup. I also measured the feed tube at 3.50mm with my Mitutoyo digital caliper, but don't forget that nozzle was measured at 3.45mm at room temperature - 22-26 °C. When nozzle is heated it is expended more than the feed tube because thermal expansion coefficient for steel which feed tube is made of is between 11-13 µm/K while for brass which nozzle is made of it is 19 µm/K. That is one of the reasons why extruder must be heated while nozzle is being removed - brass expands more than steel.
But... when installing a cold nozzle onto a hot hot-end it has to fit!
It becomes hot in a couple of seconds after it touches the hotend, so it expands.
Here is the new nozzle I've just measured. Drilled with 3.45 drillbit - bore came out 3.47mm. It has to expand for 0.03mm due to the heat.
1122
{kind=link}
When I take a brand-new nozzle purchased from Zortrax and install it on the hot end, it slides onto the feed tube; I don't have to hold it against the end of the feed tube and wait for the brass to expand! I also have a new, unused hot end assembly with fresh nozzle sitting on my desk - I can unscrew the nozzle with my fingers and slide it on and off the tube, with everything at room temperature.
When did you buy it? They changed design at least once.
New (left) vs Old (right) design:
1123
{kind=link}
Maybe they also changed some other dimensions besides top radius.
It's a recent one. My calipers also read 3.45 I.D. in nozzle and 3.50 O.D. on tube, yet it slides on easily - it's magic! ;)
I split one once and documented it. Unfortunately, I didn't find appropriate manufacturer in my homeland to make few of them.
Thanks for uploading these - I may have a go at making some in a few weeks.
Mike
I split one once
What did you used for cutting it so smoothly ?
Best Regards
Split it with desktop CNC router and double flute end mill. Sanded it afterwards with 1500 grit sandpaper.
It's a recent one. My calipers also read 3.45 I.D. in nozzle and 3.50 O.D. on tube, yet it slides on easily - it's magic! ;)
Calipers, especially on an ID, are going to have some error. Do you have a set of gage pins? Or split ball gages? I have a spare nozzle but no split ball ends that small.
Calipers, especially on an ID, are going to have some error.
That is the point I was making to Sam :)
It's a recent one. My calipers also read 3.45 I.D. in nozzle and 3.50 O.D. on tube, yet it slides on easily - it's magic! ;)
Just tried and nozzle with 3.47 I.D. slided on cold 3.50 O.D. tube. There was also some space in-between. :huh:
Calipers, especially on an ID, are going to have some error. Do you have a set of gage pins? Or split ball gages? I have a spare nozzle but no split ball ends that small.
+0.05mm error sounds a lot but it seems like the only possible explanation. Unfortunately I don't have gage pins or ball gages..