I’m using all zortrax products: resins, fep, latest firmware and settings. I get constant failed warped bases always to the rear of the build plate closest to the z axis.
When I first got the printer I did maybe 10+ prints with no issues, then suddenly it started warping with no changes being made.
Things I’ve done:
Changed the FEP film twice
Rotated the vat 180 degrees to see if the problem would follow it, it did not.
I calibrate before every print
I’ve pushed the build plate down slightly in the rear to get it closer to the screen
I’m testing now rotating the built plate itself 180 degrees to see if that makes a difference in the location of the failure.
When I look at the underside of where it’s failed it doesn’t look like it ever attached to the build plate, it’s full of bubble like holes and is not smooth at all. I suspect this is happening on the very first layer but I don’t understand why it’s always at the rear when facing the build machine.
Sorry friend. The picture shows a lot of suction force on the left. For your print, is this 100% filled? I suggest increasing the build plate lift a few mm and see what happens. If you can hollow out your design, that might help as well.
It’s the raft that is pulling away before the model prints. It doesn’t matter the size of the model or raft it does the same thing.
The raft shows signs that it never adhered to the build plate in the first place.
I’m starting to suspect initial resin temperature. It seems the resin gets quite warm through the print but doesn’t warm up initially. When I reprint the models immediately after I dont seem to have this problem.
I’m playing around with warming the resin prior to printing and I’ll see if that changes anything.
Here’s what the bottom looks like. To me this shows it never actually adhered to the base. I would think If it did and pulled away from suction it should be smooth but warped.
Well my latest theory is that the machine needed to be leveled again. I’m not sure if this makes sense but I noticed when I was low on resin it was flowing to the front edge of the vat which is the same side that never shows a failure.
Based on the above photo is it possible that when the resin is at its lowest viscosity from heat, it’s actually running out from under the build plate on the first couple layers?
The photo it almost looks like you can see layer lines where the resin is missing from under the plate.
I found something I interesting tonight. The build plate was cupped a good bit. It was high on the edges. More so left and right and low in the center. I spent about an hour with a flat plate and some sandpaper getting it flat. It’s still not 100% flat yet but it’s much better than it was. The first test print it was stuck to the build plate pretty good.
I’m almost wondering if it was trapping air under it like this and it was causing an issue. I need to do a lot more printing but a warped build plate like that certainly isnt helping my problem.
Thanks for all the details.
At first, I would suspect that platform is not parallel to the LCD screen. It can be checked by launching calibration without resin tank and adjusted with platform screw (as in here).
Do you have any pictures of the platform before sanding? Would you be able to record a calibration process (preferably looking from the side of the printer, not from the front)?
Printer has been printing successfully since I flattened the build plate. I was getting a failure almost every print on Saturday and I’ve done 10 prints since i made it flat without a single issue. It was not a calibration issue.
I dont know if it warped from use or was warped from the beginning but I’m not happy about paying this much for a printer and resin and have a 50% failure rate, and then have to fix it to make it work.
On top of that the orange cover now having cracks all through it. Not happy with the build quality of this machine.
I only have photos of the “after” not the before. I didnt get it completely flat but it’s very close. You can sort of see in this photo where the center is still not flat.
I spent an hour with it to get it to this point if that helps get an idea of how warped the plate actually is
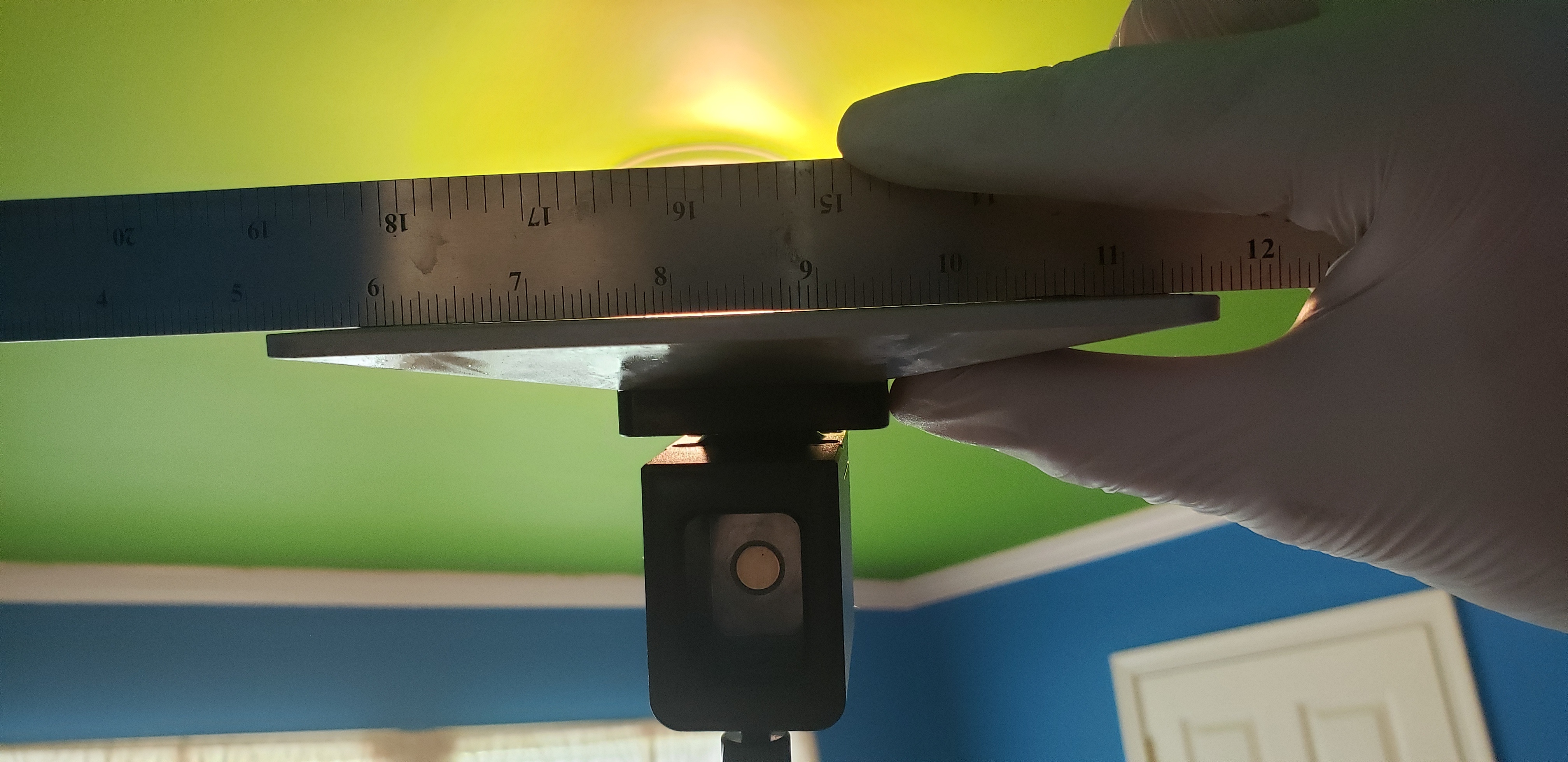
If you haven’t sanded it completely, would you be able to take a picture of this platform with a ruler or something flat on it’s surface that would show how it’s warped?
As you’ve mentioned about the cover, you can send us a support form and attach pictures, so we will look into the matter.
As you were printing successfully before, we cannot tell whether the platform was warped from the beginning or it bent with time. We haven’t had such case before, but send us a form and we’ll do our best to help.

 The picture shows a lot of suction force on the left. For your print, is this 100% filled? I suggest increasing the build plate lift a few mm and see what happens. If you can hollow out your design, that might help as well.
The picture shows a lot of suction force on the left. For your print, is this 100% filled? I suggest increasing the build plate lift a few mm and see what happens. If you can hollow out your design, that might help as well.