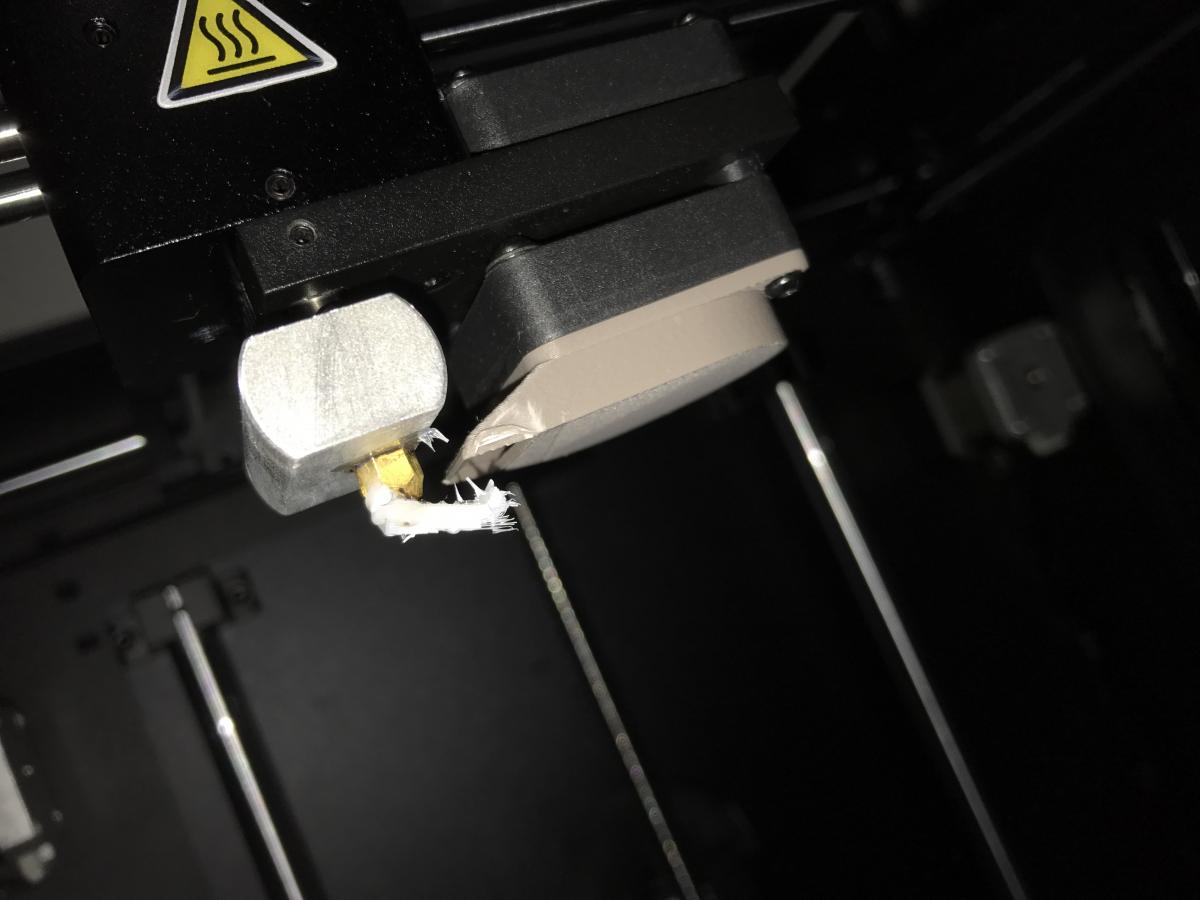
1. Did an overnight print, when I woke up this morning the Nozzle had crashed into the print and what it looks like on the last layer / when the print was done, any ideas?
I’ve got some problems with warping / layer separation when printing this tall (200mm) thin (160x30mm) object. Before I got the Zortraz I fine tuned the settings for Colorfabb NGEN on my gCreate gMax, to get rid of this, but it took many hours of printing.
Since HIPS seems to be pretty warp-free and the Zortrax is enclosed I thought this would work out of the box I’ve done two tests so far, first one with alot of fan turned on, and the second test with 20% fan, should I do another one without the fan turned on? Im not sure its a part cooling thing though, I looked at the print after it had printed like 70% and I couldn’t see any layer separations at all, so it separated while cooling off probably.
Maybe bump up the temp some to get a better layer bonding? Any ideas? And how would Ultrat handle this, or PETG? Better layer bonding maybe?
I guess it warped so far up that the nozzle grabed it... the "low shrinkage" label on z-hips is definitely misleading... it's horrible compared to PLA...
It could be, but I don't think so, it looks more like if the bed didnt lower itself enough when the print was done or that the extruder tried to move away. I should have taken a picture before I heated the hotend to get it loose from the print, but the nozzle was like 5mm below the top layer, and jammed into the side of the print.
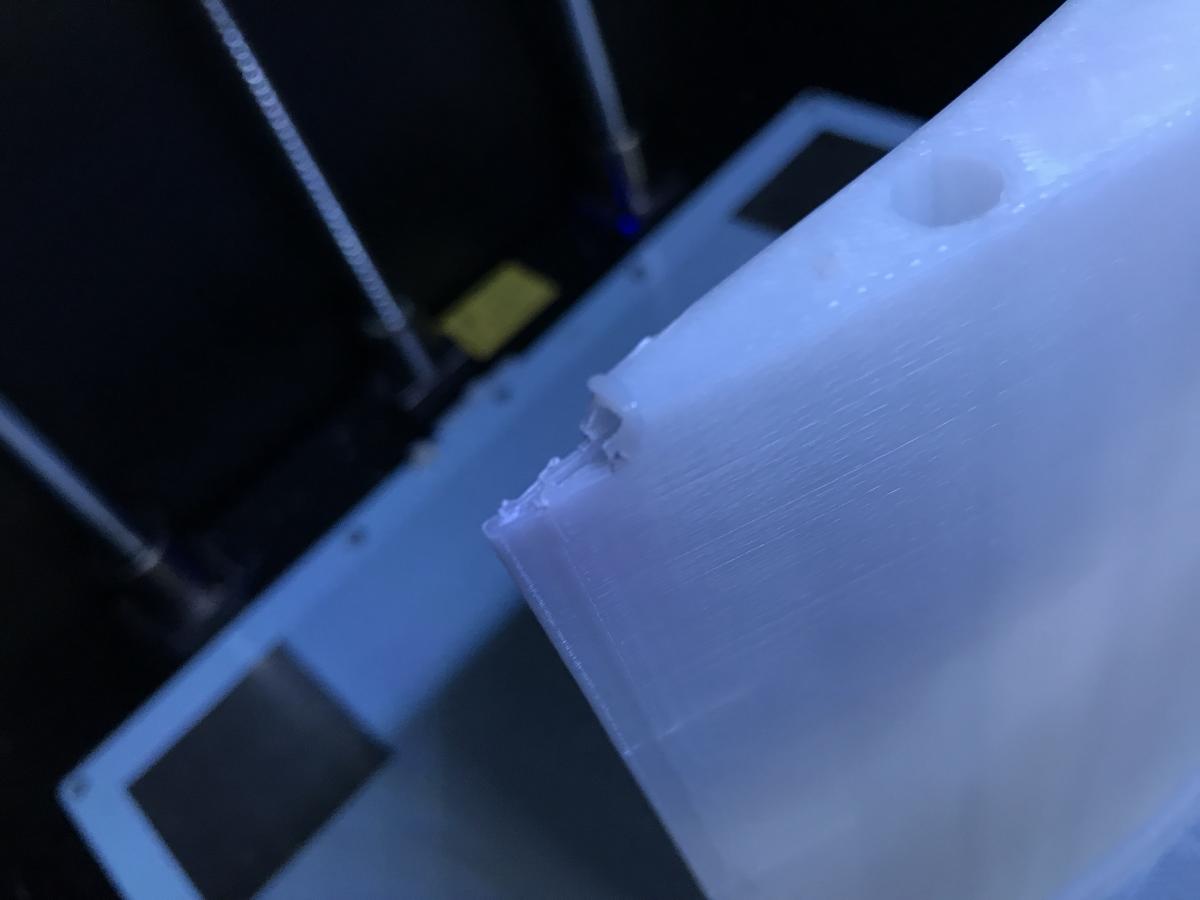
The photo below shows the side where the nozzle was jammed into the print, you can see the cone shape, thats the nozzle, its about 8mm down from the top layer.
yes I guess you're right... wouldn't be that violent if it's just a warping issue...
that reminds me of the strange calibration behaviour:
sometimes after center and front points have bean measured the display says "Calibrating rear points" (don't remember the exact words) and then the bed/platform starts to lower till it's all down and the z-axis continues even then to turn... veeery ugly...
Did another test, imported the STL into Z-Suit, sliced it with the standard hips profile but used Shell + Spiral mode, and without fan, I cannot see any difference when it comes to fan speed though, I've tested 100%, 50%, 0%, the part cooling fan always seems to spin at the same speed?
Did another test, imported the STL into Z-Suit, sliced it with the standard hips profile but used Shell + Spiral mode, and without fan, I cannot see any difference when it comes to fan speed though, I've tested 100%, 50%, 0%, the part cooling fan always seems to spin at the same speed?
You can't see the fan during printing. There are 2 and the one that is visible is to keep the cold side of the nozzle (after the heat break) cool. The fan that cools the plastic after it leaves the extruder is below this but the blades are not visible without disassembly.
Did another test, imported the STL into Z-Suit, sliced it with the standard hips profile but used Shell + Spiral mode, and without fan, I cannot see any difference when it comes to fan speed though, I've tested 100%, 50%, 0%, the part cooling fan always seems to spin at the same speed?
upper fan is spinning with same speed all the time. Lower could be turned off almost completely (some layers forcing 100%)
Printing them one piece at at time will help with the de-lamination but will obviously require more time to start the printer and remove the prints
yeah because of shorter time between layers = better layer bonding, but it will take a lot of time as you say.. Those two plates is around 32 hours each, and I will need to print 4 plates in total....(24 parts)
If I manage to print one without delamination its good enough, if I’ll get some delamination when I print all 6 wings it will probably be strong enough anyway at the end.
I've had problems like yours with the print head touch the print when the print was almost at the limit of vertical travel. On occasion, it's been because one of the cloth-covered cables gets pinched between one of the Z-linear slides and its corresponding cylindrical guide. Other times I believe it may have been because I had loosened the level-adjusting screws for the bed enough to reduce the available Z travel.
I've had problems like yours with the print head touch the print when the print was almost at the limit of vertical travel. On occasion, it's been because one of the cloth-covered cables gets pinched between one of the Z-linear slides and its corresponding cylindrical guide. Other times I believe it may have been because I had loosened the level-adjusting screws for the bed enough to reduce the available Z travel.
Only seen it once so far, not sure why it happened yet… the Z height was 200mm so nothing too extreme really.
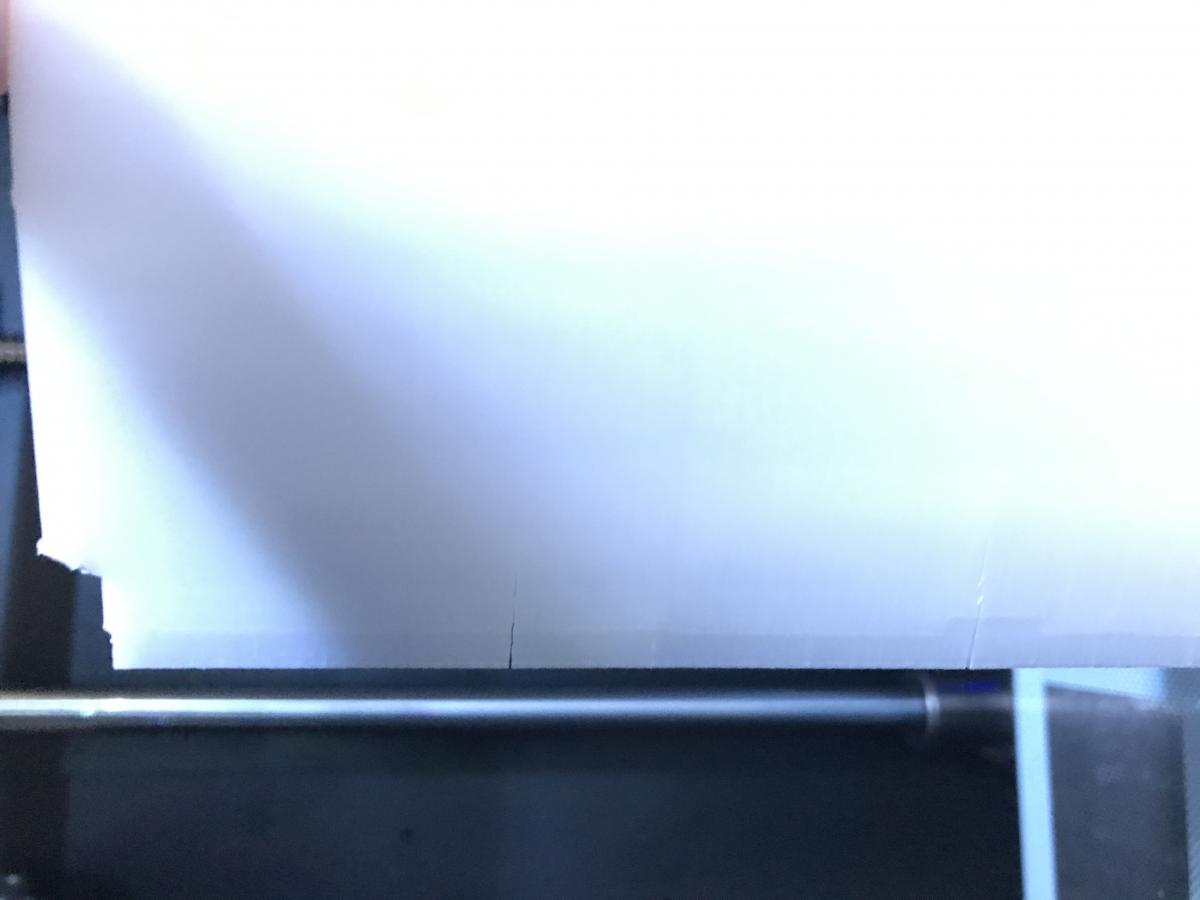
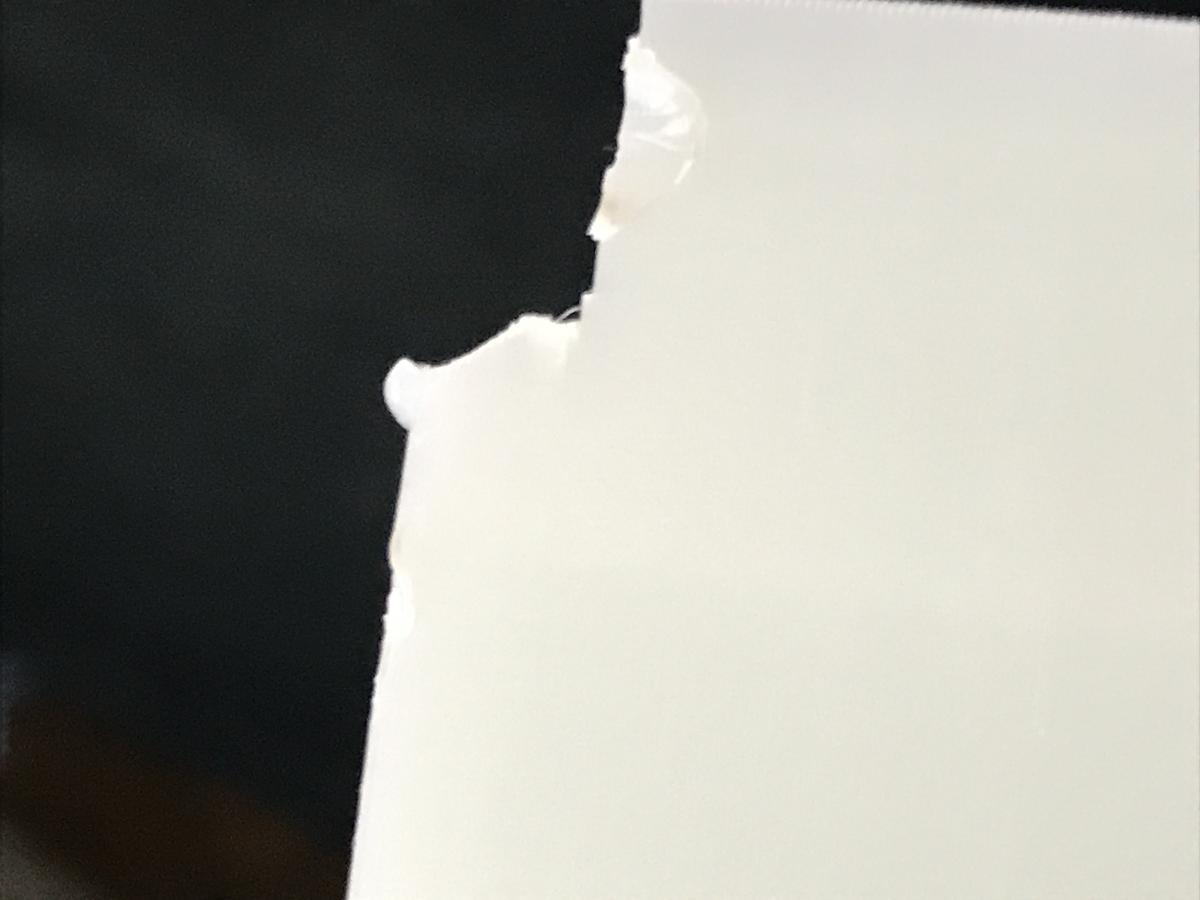
Aborted my vacation for a few hours, headed home to check the print that was done, and to start another one (I have 24 x 200mm tall wings like this to print in a few weeks), I have some serious layer delamination on both sides of the print.
Anyone have an idea? I’ve tried different temperatures and different fan settings, without any success… HIPS shouldnt warp that much right?
I’ve had more successful prints with my non enclosed gCreate gMax printing Colorfabb NGEN (which is kind of PETG), should I give up with the hips?
Also I assume that the problem here is that each layer will have time to completely cool down before next layer prints… since I print all at once. If I would print one of the parts at a time it would peobably Bond alot better right?
Crack's are usually a symptom of the layers cooling too rapidly or many identical layers contracting in the same plane causing the stresses to add up. Have you got the cooling set to off? It shouldn't be required at all for printing so many parts at once

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}