I purchased a m200 around a year ago hoping to make use of the "stronger" abs properties over my normal pla machines without the issues normally associated with ABS printing.
Things havent really gone as expected unfortunately as the m200 just seems to bang out prints with fantastic surface quality but poor overall strength.
Abs prints from it are very weak & Zultra is maybe 50% of the strength of pla from any of my other machines even if printed at higher infill.
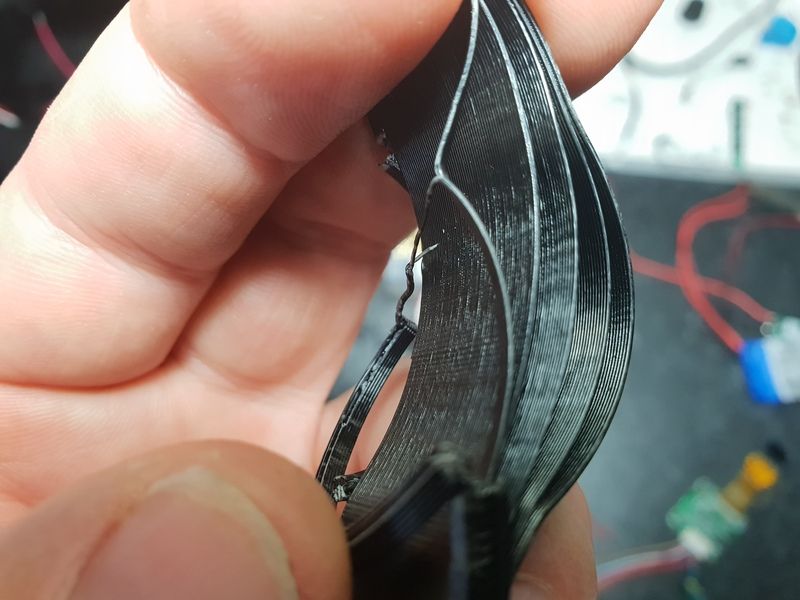
when designing a product I do my best to idiot proof them by physically breaking them by hand & the M200 prints seem to pull apart at the layers & separate shells like a onion compared to my ultimaker/lulzbot & prusa mk3 machines.
Is there something that can be done about this ?
Its like the layers to perimeters + perimeter to perimeters need more of a overlap or more end user control in the software.
This machines been relegated to printing small low strength components like thumbwheels for my products which seems like a waste :-(
Im on the fence do I sell it & cut my losses at this point or can it be sorted?
Interesting Andy. I'd like to see some of what your printing and testing. Strength is very important to me as well and I've found the Z-ABS parts from my M200s (10 of them) to be better than other solutions I've owned and continue to look at (MakerBot originally and Raise3D Pro2 most recently). Kind Regards, - David Barwin
Nice looking products Andy! While PLA feels stiffer than ABS it also softens at a lower temperature especially when it's black, in direct sunlight for long or in an enclosed vehicle. (glass transition @ 60c for PLA as opposed to 105c for ABS). I would expect Z-ABS would be a better material and modifying your design for strength would give you the best results (or UltraT to insure integrity) but that's simply my opinion. We swear by the strength of our M200 printed products in both Z-ABS and Z-UltraT....... (pictures courtesy of US Border Patrol Agent)
Nice looking products Andy! While PLA feels stiffer than ABS it also softens at a lower temperature especially when it's black, in direct sunlight for long or in an enclosed vehicle. (glass transition @ 60c for PLA as opposed to 105c for ABS). I would expect Z-ABS would be a better material and modifying your design for strength would give you the best results (or UltraT to insure integrity) but that's simply my opinion. We swear by the strength of our M200 printed products in both Z-ABS and Z-UltraT....... (pictures courtesy of US Border Patrol Agent)
Hi david
Thankyou:-)
The Zortrax people are on the case so I will see what they come back with.
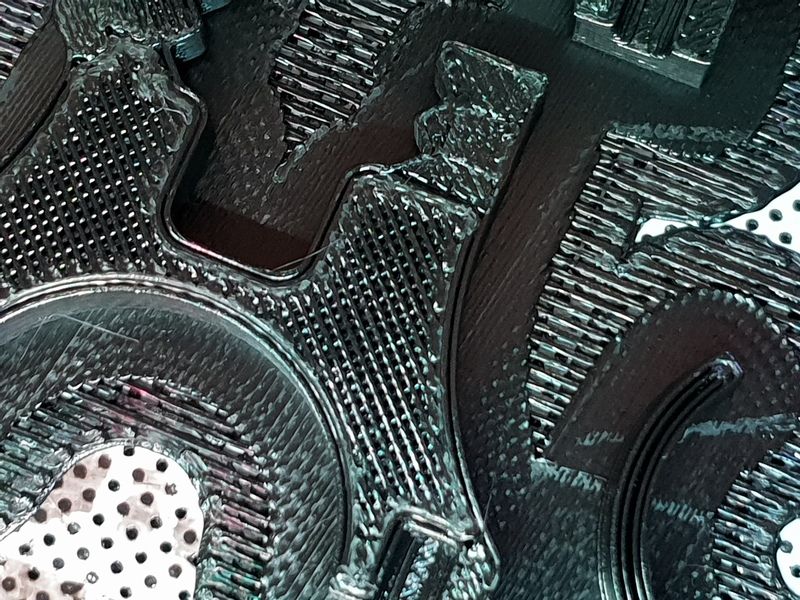
I am doing a print now @ 80% infill and you can see the shells have no overlap whatsoever ,I can actually see a gap between the shells & the infill to perimeters.
the pla softening issue is the reason I bought the zortrax in the first place really(along with strength) Most of my products are Night vision so its not a issue unless its accidentally left in car or on window sill but I would still rather have an alternative.
I do some adjustable mounts for flashlights/IR iluminators that have a lower section which remains on the optic I was printing these with the zortrax due to daytime temps but have moved them to the Prusa with Petg.
Much much stronger that the Zultra even with a much lower infil.
see pics of a print i am currently running & you can see gaps between shells/perimeters everywhere,far from ideal for strength.(80%)
The best material I found for the Zortrax for strength was the bellow ABS,I would say stronger than the ultra & almost zero warping.
I would try COPA Polymide from Polymaker. Nearly no warp, the best layer adhesion I ever measured. Not so stiff like ABS, though. Tough against wear etc.
A buddy tried Polycarbonat from Polymaker. While this warps with bigger objects, he found very good layer adhesion when cranking the temp to 280+ degrees.
There are other materials to try : the Big Rep PLA HT that holds up to 110 °;there are the PLA 3D870 very resistant ;there is also PETG-Carbone (Nanovia) which is beautiful and is very rigid and very resistant.see photo below.
COPA warps less then PETG. I print large parts with wall thickness 0,5mm ,works.
5003
5004
Nylon has to be dry when printed. The filament should always be kept in an ambient humidity below 20%, I use the Polybox and bought a filament dryer meanwhile.
ive printed nylon with various printers with various success.
I feel the issue here is not the material but the zortrax slicer.
Ive used petg in the zortrax as well as various abs & Z products & all have been poor in overall strength compared to printing on my lulzbot Taz um2+ & prusa machines.
as pictured above you can see non connecting infill to perimeter & zero layer overlap/gaps,regardless of material this is not good/optimal.
I feel using expensive exotic materials is not ideal when pet or abs will easily do it.
I do like the look of that pla pro ht though but I cant find in the uk :-(
I have attached a picture of the circular bush that was printing in the above pictures that I have broken(very easily) & you can see the perimeters are totally clean & not attached in any way to each other,this is the issue with the Zortrax & its across the board regardless of material in my experience.especially with wall thickness in the 2-3mm range.
Not a issue for desktop models but for "strength" its very poor in general .
Print too cold/filament too wet. All filaments absorb humidity, I have an old (years) spool of Z-ULTRA that did not extrude nicely any more. After drying it extruded like a new one.
Maybe an issue with the infill you choose. It was not mesh or shell?
Andi - how is COPA polyimide for warping on large footprint, boxy sorts of parts?
If you want to print a shape like a box, with rather thin walls, I would recommend to keep the building board cool at 30°. If you heat it up you get a deformation at the first few millimeters, as shown in the pic (left side is down=on the heated building board)
Its not a filament or error with input (I have 6 printers running almost 24/7 :-)
Its a issue ive found with every version of the software/firmware & all materials you can see the gaps & non touching perimeters in even 100% infill especially at 2-3mm wall thickness
as is obvious in above pics.
it would be nice if there was more control in the slicer like most others.
there is 25% perimeter overlap on all my other printers but nothing on some slices I find with the m200
Regards Andy
I would say two possibilities:
Print too cold/filament too wet. All filaments absorb humidity, I have an old (years) spool of Z-ULTRA that did not extrude nicely any more. After drying it extruded like a new one.
Maybe an issue with the infill you choose. It was not mesh or shell?
Thanks for the info on COPA and the suggestion to reduce bed temperature for boxy prints. Just had one print like that fail in Z-Ultrat with the standard bed temperature. It uses nearly the entire bed volume and that always seems to make it worse.
Well, I don´t think less temp will help with Z-ULTRA or other filaments, since the heat helps to arrest warp of the first layers til you have a structure that is (hopefully) more stable than the bending forces of the plastic. Since COPA warps very little to not at all, the temperature difference in that particular case does more damage than help.
Well, I don´t think less temp will help with Z-ULTRA or other filaments, since the heat helps to arrest warp of the first layers til you have a structure that is (hopefully) more stable than the bending forces of the plastic. Since COPA warps very little to not at all, the temperature difference in that particular case does more damage than help.
regards
Andi
We'll see. I'm getting some weird failures right now, including repeated Error #013 (I think), which is related to a sudden drop in temperature according to the error text. I've dropped fan speed to 70%, relocated the print on the bed to move it away from the front a bit. I'm using covers FWIW. Nothing but print failures of one sort or another the past few days and I'm starting to think that my 4 year old M200 is at end of life and it's time to start looking for a replacement.

{kind=link}
{kind=link}
{kind=link}
{kind=link}