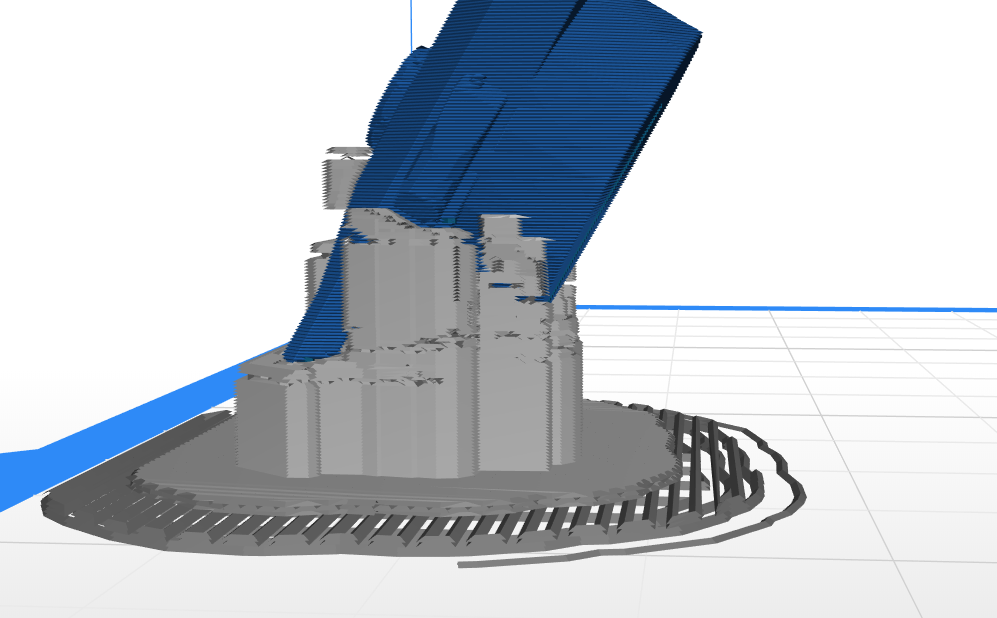
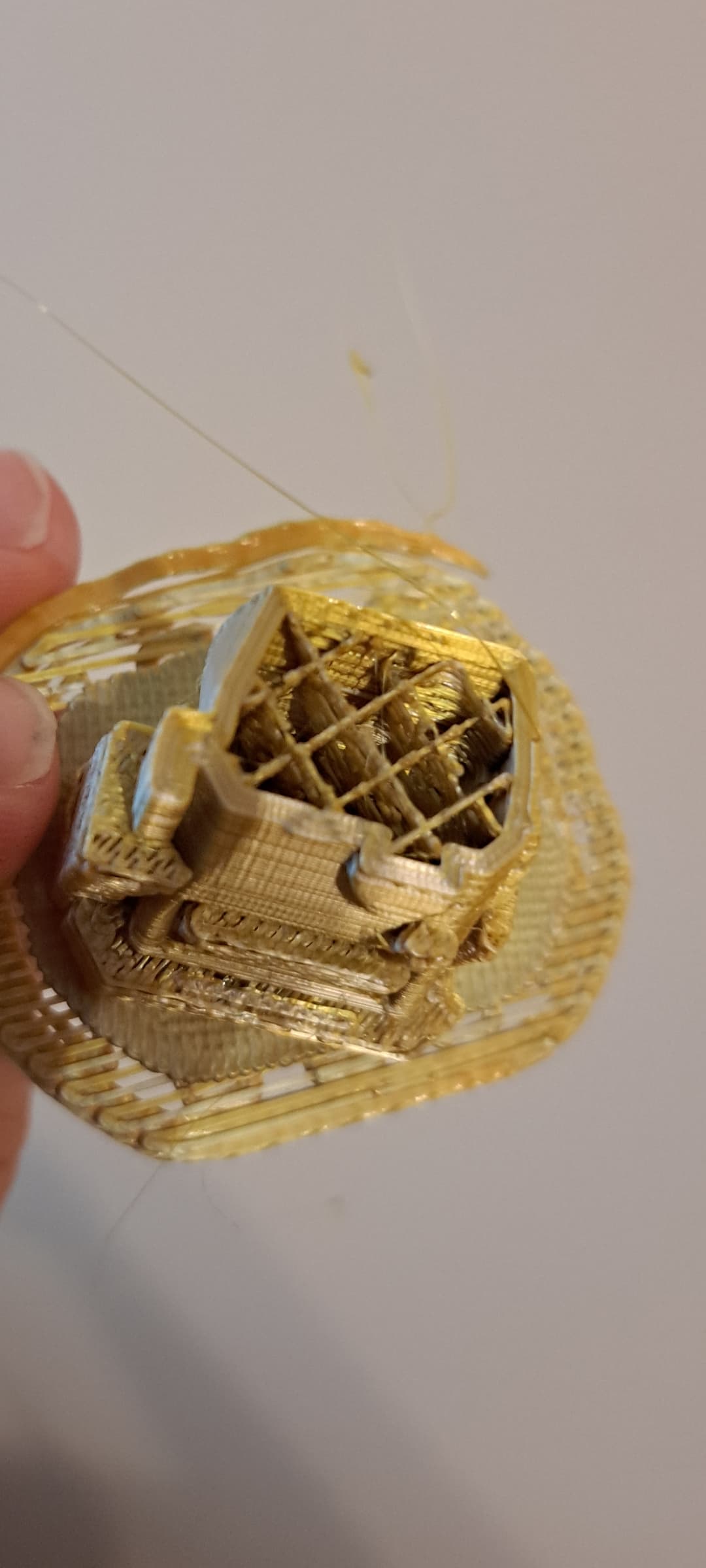
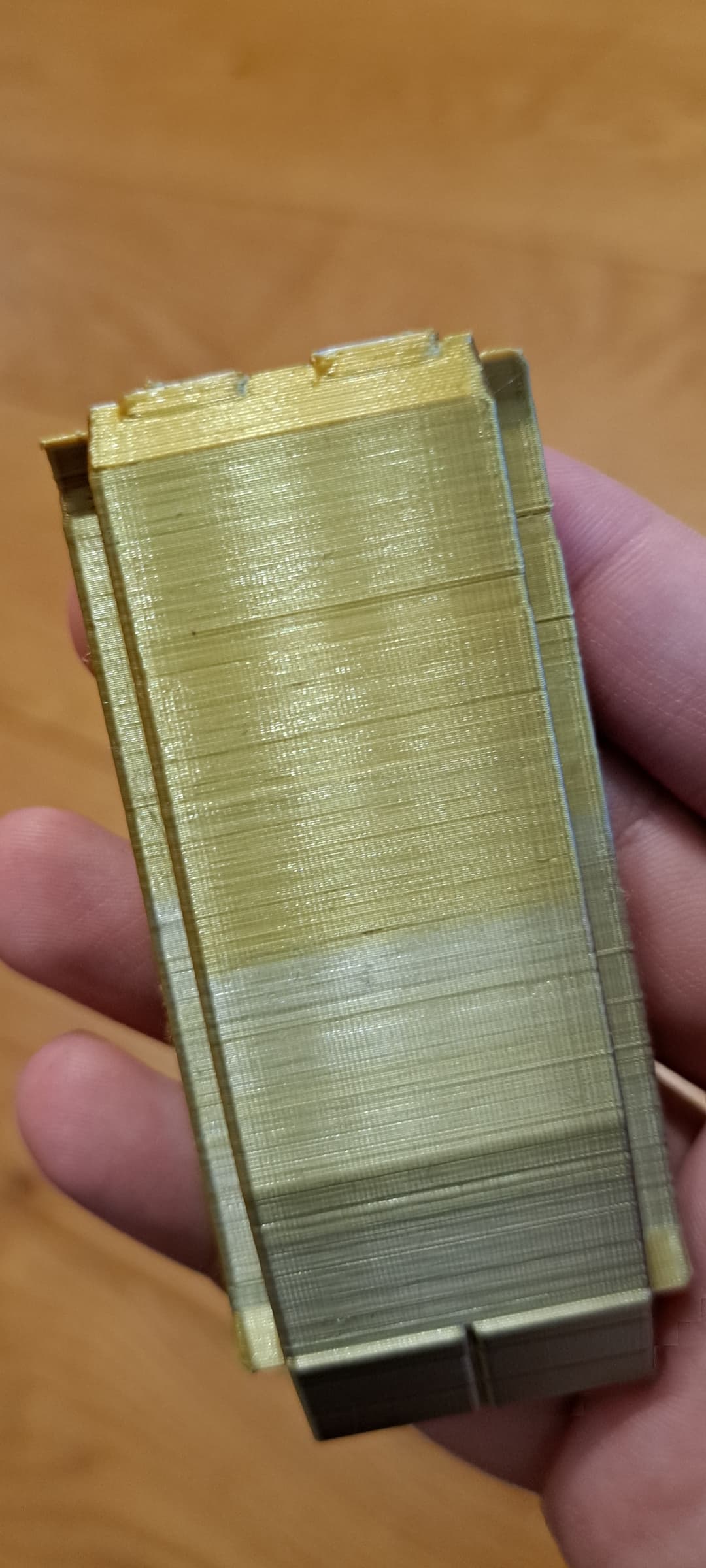
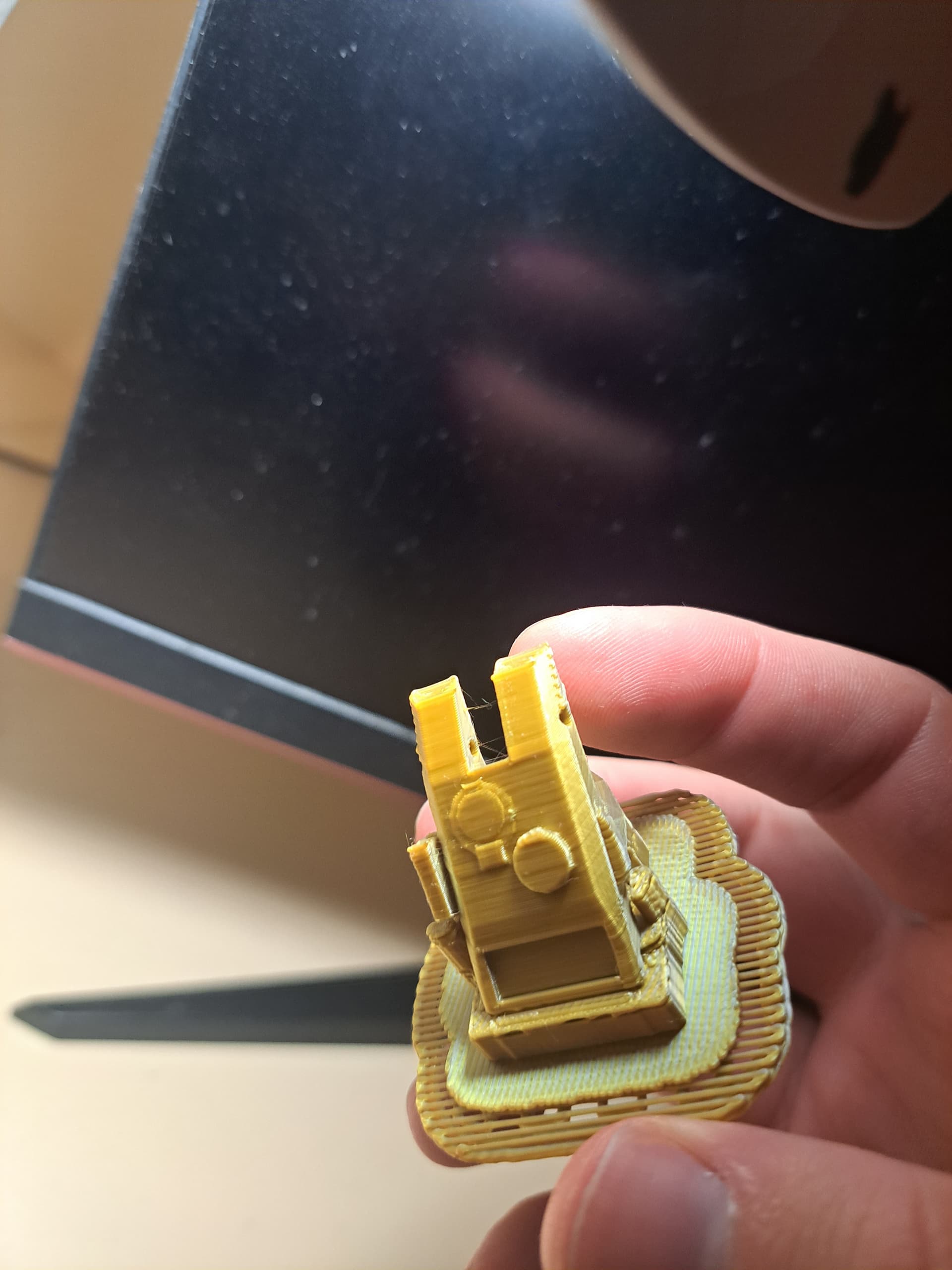
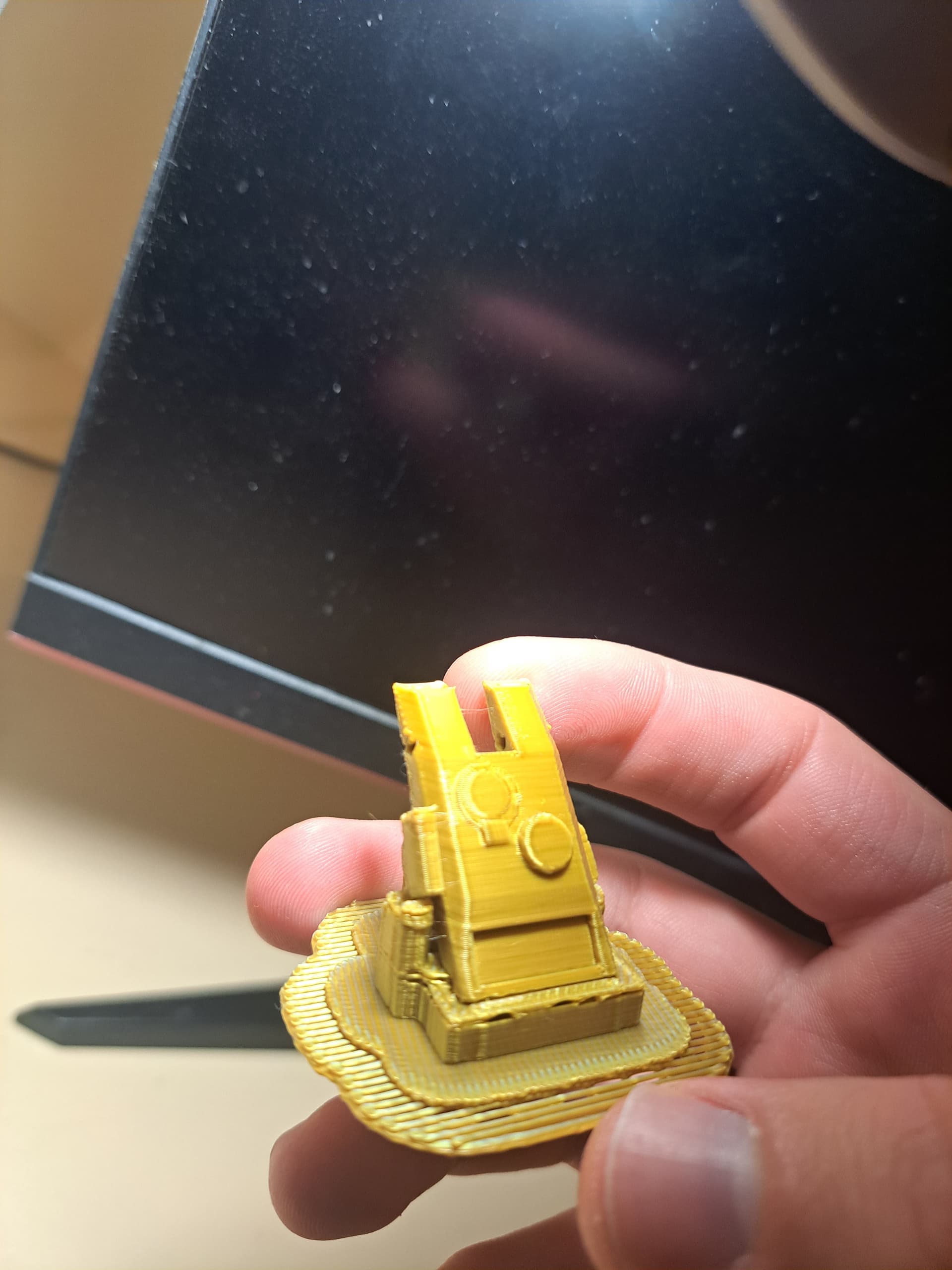
As you can see, the supports are horrible not only during printing, but even in slicer. Which is very strange to me and I only noticed this now. I use dried Rosa3D pla. The extruder seems to be fine, bed adhesion is good, screws are tight and belts are tightened. I also tried different flow and speed rates.
I used z-hips as first material, then non-z pla(both worked fine more or less) and then this. One person suggested that z-hips might be stuck in the extruder(because of its higher temps), so I loaded pla with 240C and then 210 temps again - nothing changed.
Though some prints came out perfectly fine(with this pla), while others - like this or worse/similar.
Well I would use z-pla, if it came in variety of colours. But that still does not explain the slicer thing??
Btw I tested z-wobble with some prints, so the problem just randomly occurs.
Thanks in advance
Hey, great that you described your issue here. Please send me the input STP file and your .codex file with the TXT info after slicing. I’ll run a test print and try to help you out. Also, provide more details about which printer you’re using, its firmware version, and the slicer version.
Well I use stl files and only codex2 seems to be possible(instead of codex). Testas2 (2).stl (68.2 KB) tikras2.zprojx (257.2 KB) tikras2.zcodex2 (255.2 KB)
Scale down the part by 70%.
Um I don’t really know how to get the txt file, well at least I didn’t find any after checking this and exporting
I use M200 plus(version 2.6.16) and I use 3.6.1.0 version of slicer, though I used the previous(and I think another one) version too. At first I posted while using previous version, but it occurs in new one too. Files are exported from newest version.
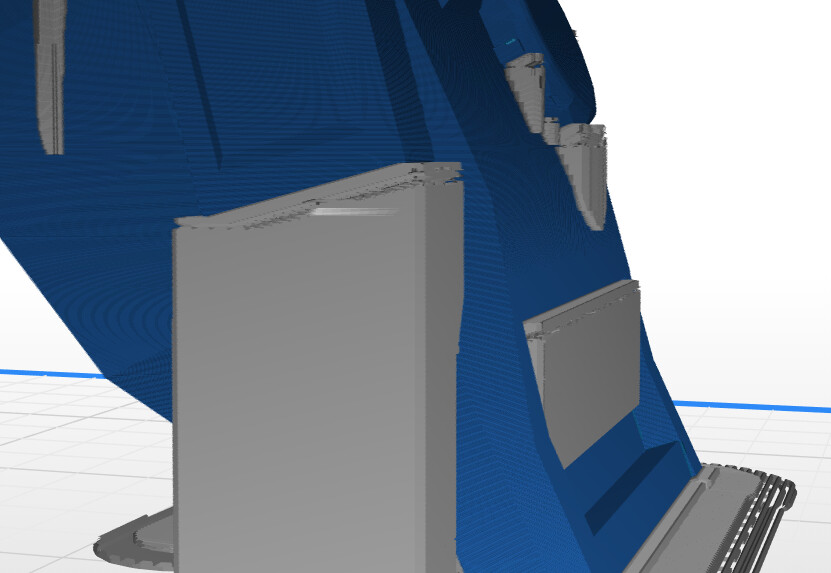
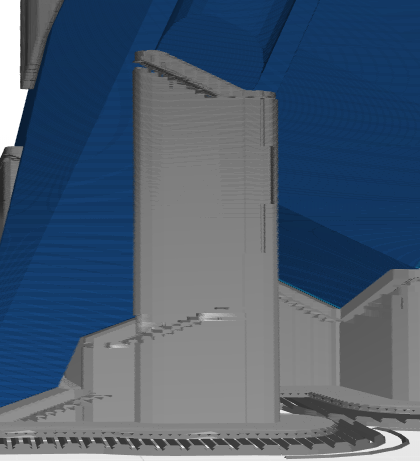
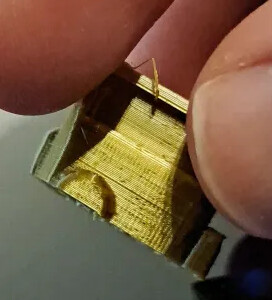
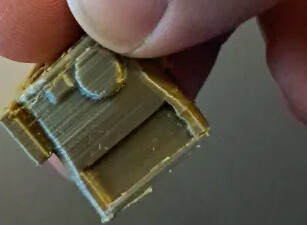
I am attaching two pictures of the same model, which another person sliced in the newest version of slicer.
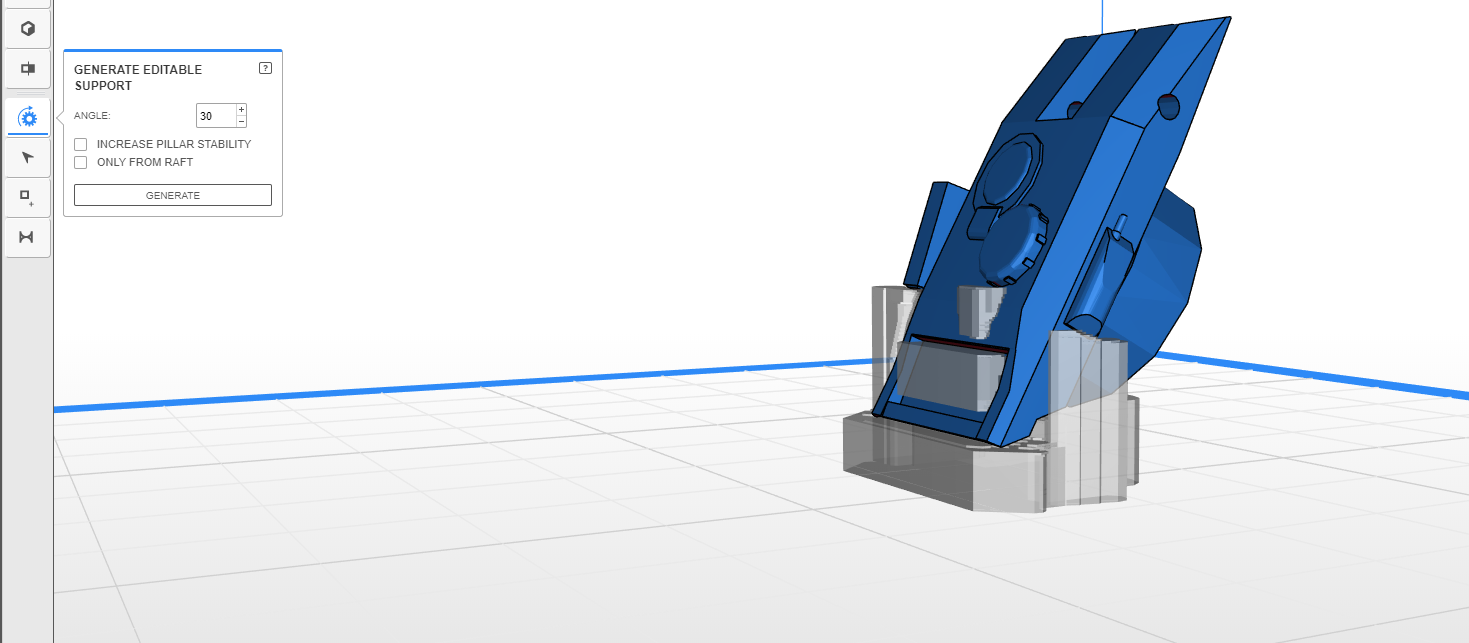
In the last picture I used editable supports, which generated like they should, though similar problem arrises(skippedparts/holes in supports only) and I don’t know why. If I slow down the printer - the model turns out a lot more well, though supports still have missing parts. I also added custom seam one time - nothing changed.
Hey, I ran the basic settings in Z-Suite 3.6.1 for external PLA with a print temperature of 220 degrees. It seems to me that you should check the nozzle and extruder, and thoroughly clean the print head. I set the model to a 0.2 layer height because I didn’t have much time.
Huh, strange.
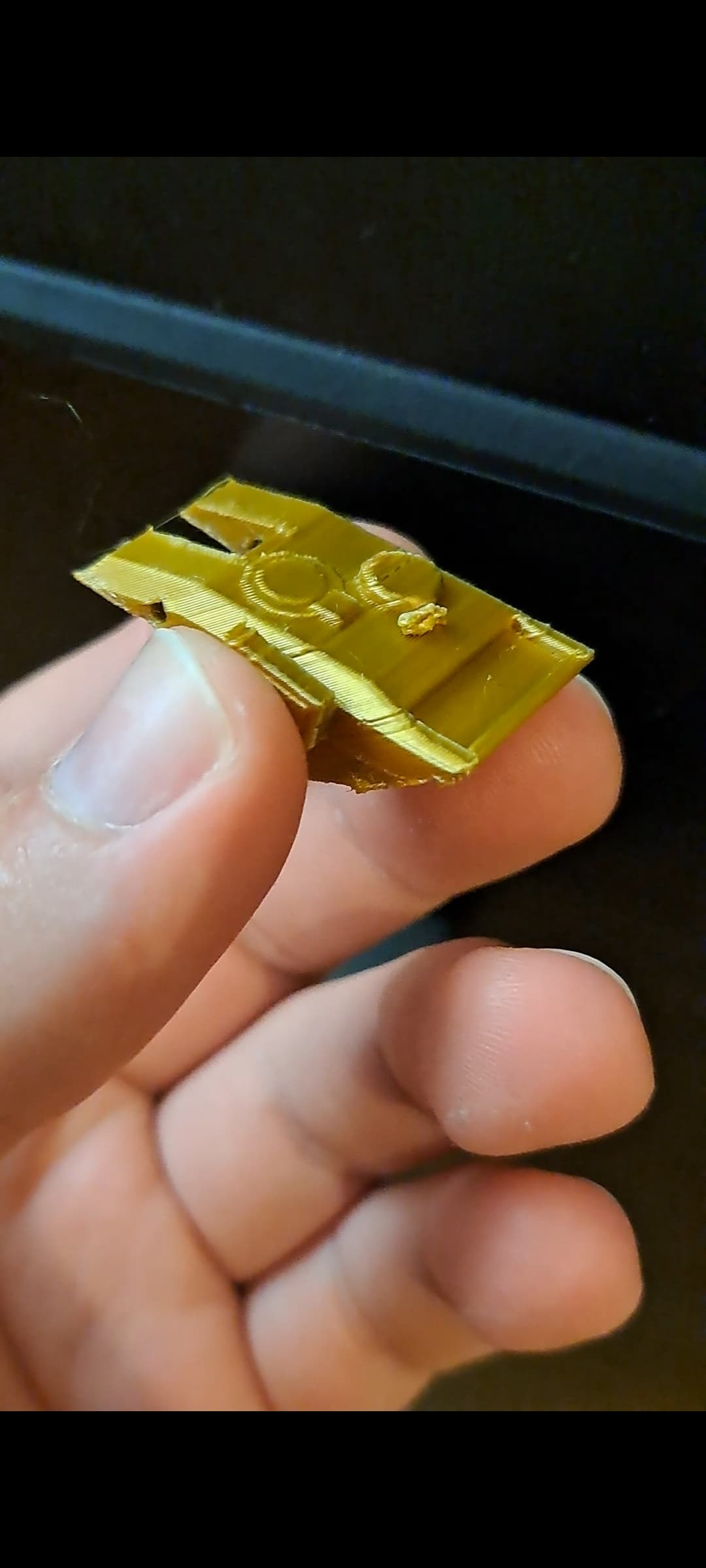
On the xyz cube, there are two uneven parts(those lines in the picture)on one side, though others seem to be perfect.
I printed the turret again - same ugly layers.
I did coldpull or at least seemed that I did. The noozle seems clean to me and the gear moves smoothly.
By cleaning print head, you mean checking the inside of it?
Well I will try more ways of checking the noozle and print head, will write an update.
Generally speaking, do two things: remove the hot end and heat it to about 150 degrees Celsius.
Then, disassemble the nozzle and, at the top, unscrew the two Torx screws and pull out the heat sink tube. Next, check if the filament passes through the heat sink (the part that goes into the extruder from the top) without issues. If it doesn’t pass smoothly, clean it with a smooth wire to avoid damaging the PTFE inside. Then, take the nozzle and, using tweezers, heat it with a gas torch to red-hot, about 500 degrees Celsius. All debris should burn off—this is how you regenerate the nozzle. Once everything cools down, reassemble it. IMPORTANT: reassemble everything at 150 degrees Celsius to prevent filament leakage, as cold assembly may cause misalignment. Then, load PLA filament, and only PLA, and print using a standard profile.
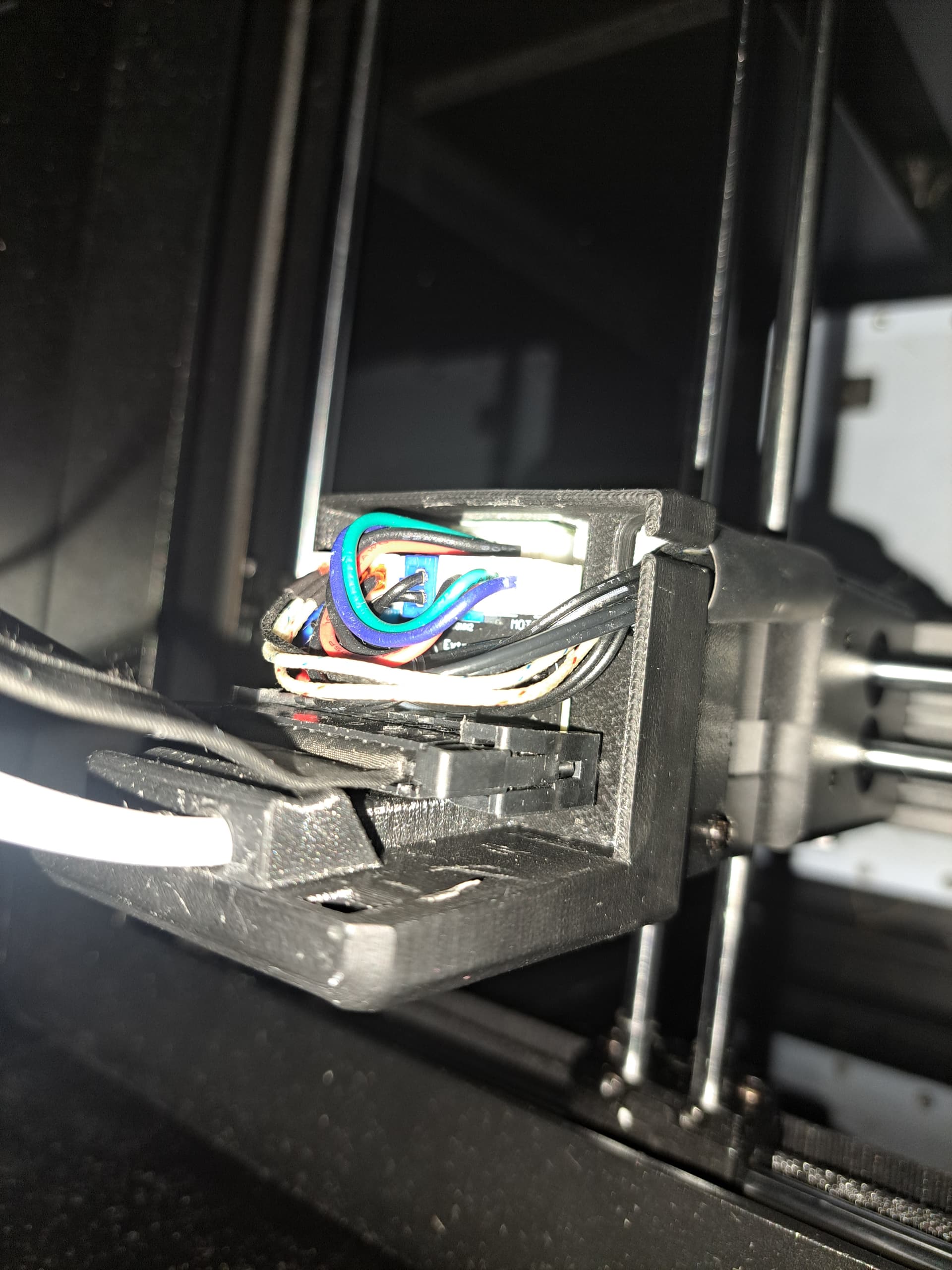
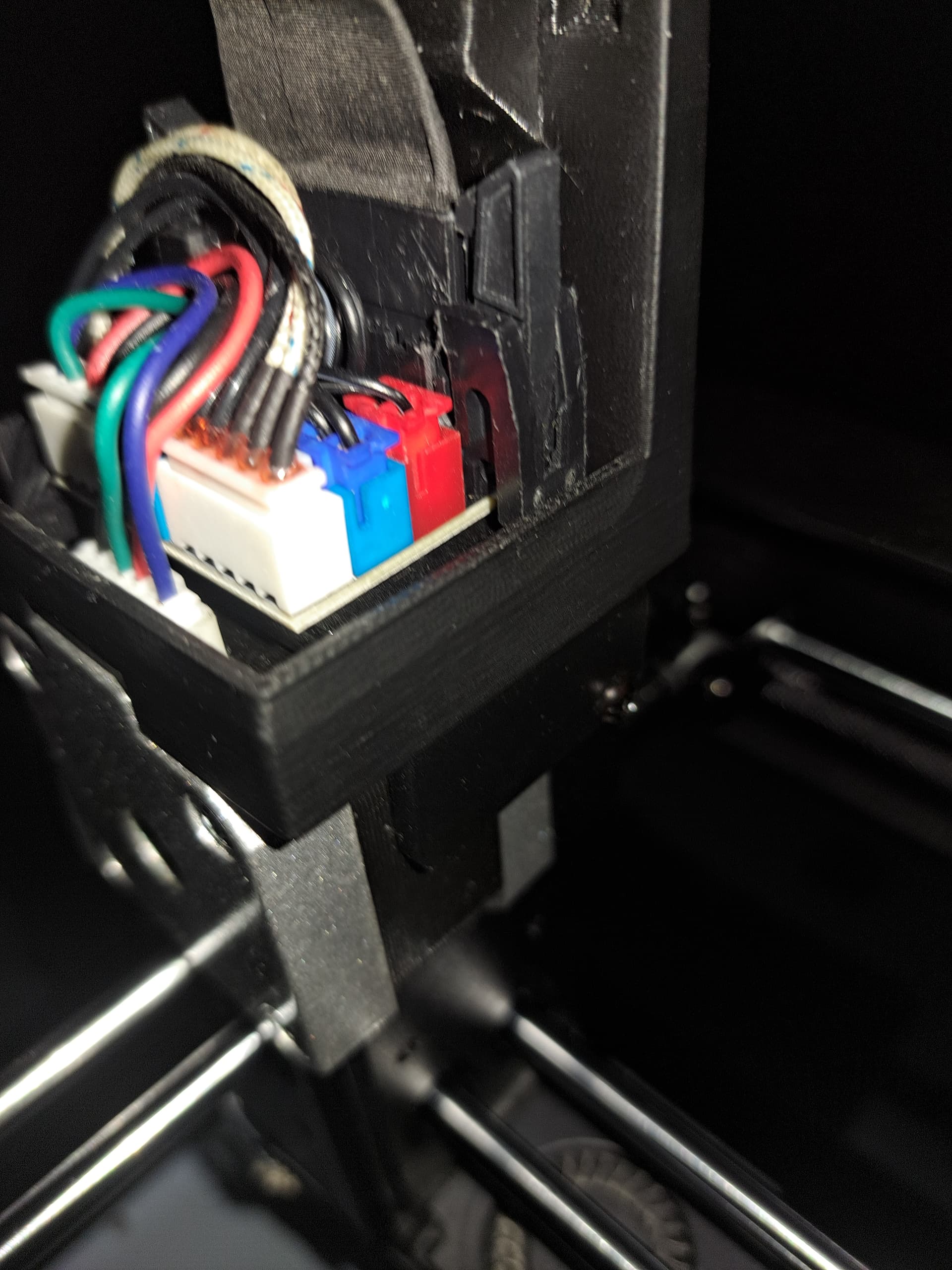
Well my last chance to fix(I guess) is disassembling as you wrote , but I noticed that the main cable is not fully attached. I tried pushing it harder for clippers(between cable) to hold it. I removed and installed ir again - same problem. Though the cable stays strongly, but can it be a reason for ugly layers too? Also I put a needle into the nozzle, like it was shown in Zortrax’s support page, but the issue remained.
I’ll try with z-hips one time, just in case.
If things mentioned above are invalid, then I will go trough disassenble.
If it’s about me, I can’t rule out that the cable has an impact. Most often, a poorly connected cable to the extruder causes a critical temperature error or makes the motor’s knurl skip. As for proper connection, it’s important to clean the FPC connector before inserting it and to open the latches securing the cable. Gently and evenly push the connector in, and it should go in smoothly and snap into place. The most important thing is to heat the nozzle to burn off any remnants of charred filament. If you have other nozzles, you can replace it. Check the things I described in the previous post. If you encounter issues, I can guide you to a service center where you can send the printer, and they will definitely handle it properly.
Well I bought new noozle and the problem is still there. Plastic goes in smoothly - without problem. I tightened axis rubber bands, dried plastic and auto calibrated again. The main wire(which I wrote about above) is now fully in, so it seems that the printing head is not the problem. Like I don’t see any problems with the printer itself, yet it prints those lines
Btw those lines are mostly visible from bright light source or good/specific angle.
Edit: tried another pla and the result is the same, so the problem is in the printer ig
Does this still need to be done if plastic passes trough smoothly and I got new noozle only for pla? Also there seems to be no issue like this with z-hips, or at least can’t see on white colour.