I love my Zortrax, I think it has a lot of potential. But that being said, the software is lacking.
missing features:
Shell:
- a way to print a solid body model with zero infill.
- must also allow user to control wall-thickness
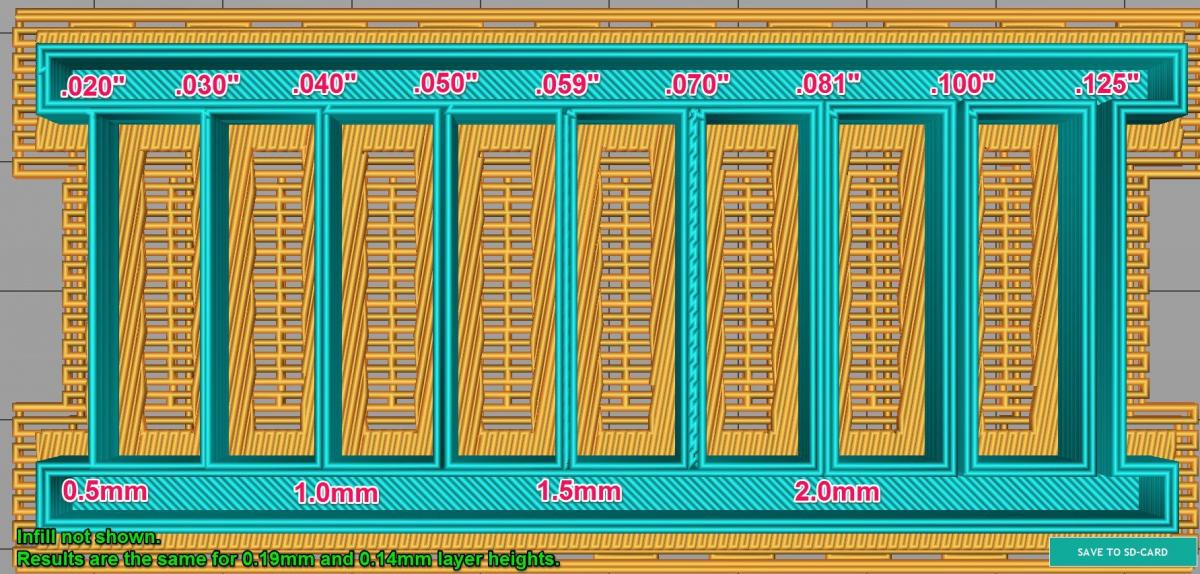
Wall Thickness:
- how thick a shelled or infilled solid body model's wall thickness is.
- needs to be user-adjustable.
basic Support Options:
- a way to turn off model-to-model support.
because often times when I am printing I only want support material coming off the print platform and not coming off the model.
Existing "advanced" options are very limited:
Avoid Holes
- ok, this is clear enough, and I imagine it is a decent attempt at preventing strings from showing up.
Surface Layers:
Top/Bottom
- You guys need to add "Walls" and then all of a sudden you have a useful feature (wall-thickness control).
Offsets:
- is this a joke?
any machine-compensation for accuracy should be done automatically. It shouldn't be very challenging for you guys to run a series of tests: For example, printing various holes and cylinders at various diameters. Measure them with a micrometer and/or dial calipers, then create an algorithm that would automatically "offset" according to feature diameter. I'm so sick of having to modify my part's tolerances just to suite the Zortrax M200.
- If I'm going to be injection-molding a model (or printing it on any other machine) I shouldn't have to modify dimensions to get an accurate print from the Zortrax.
PLEASE: print off a series of tests and create a proper algorithm.
I'm printing 3.7" parts now from the Zortrax that are dimensionally off by as much as .027"!
That's an inaccuracy of .0073" per inch. There is no reason for inaccuracy to increase as the feature size increases... just create the algorithm to compensate. There is also no reason for a tall feature to fluctuate in dimensions as it grows taller... try printing a 7" tall rectilinear object and measure the discrepancy in width as the height increases... log that data and create a compensating algorithm.
Even the existing basic options have some issues:
infill options:
FULL - SOLID - MEDIUM - LIGHT
... perhaps this is a "made in china" translation error, but what is the difference between the word "full" and "solid" when it comes to infill?
(I'll give you a hint... there is no difference)...
and more importantly:
why in the world is "full" not actually "full"?!
I wan't the ability to print a rock-solid part.
I'm not asking for very much,
just some pretty basic features and a machine compensation algorithm that would bring the Zortrax M200 up to the same level as some of the other printers out there.
Good luck,
and please start rolling-out the improvements.
-Josh!

{kind=link}