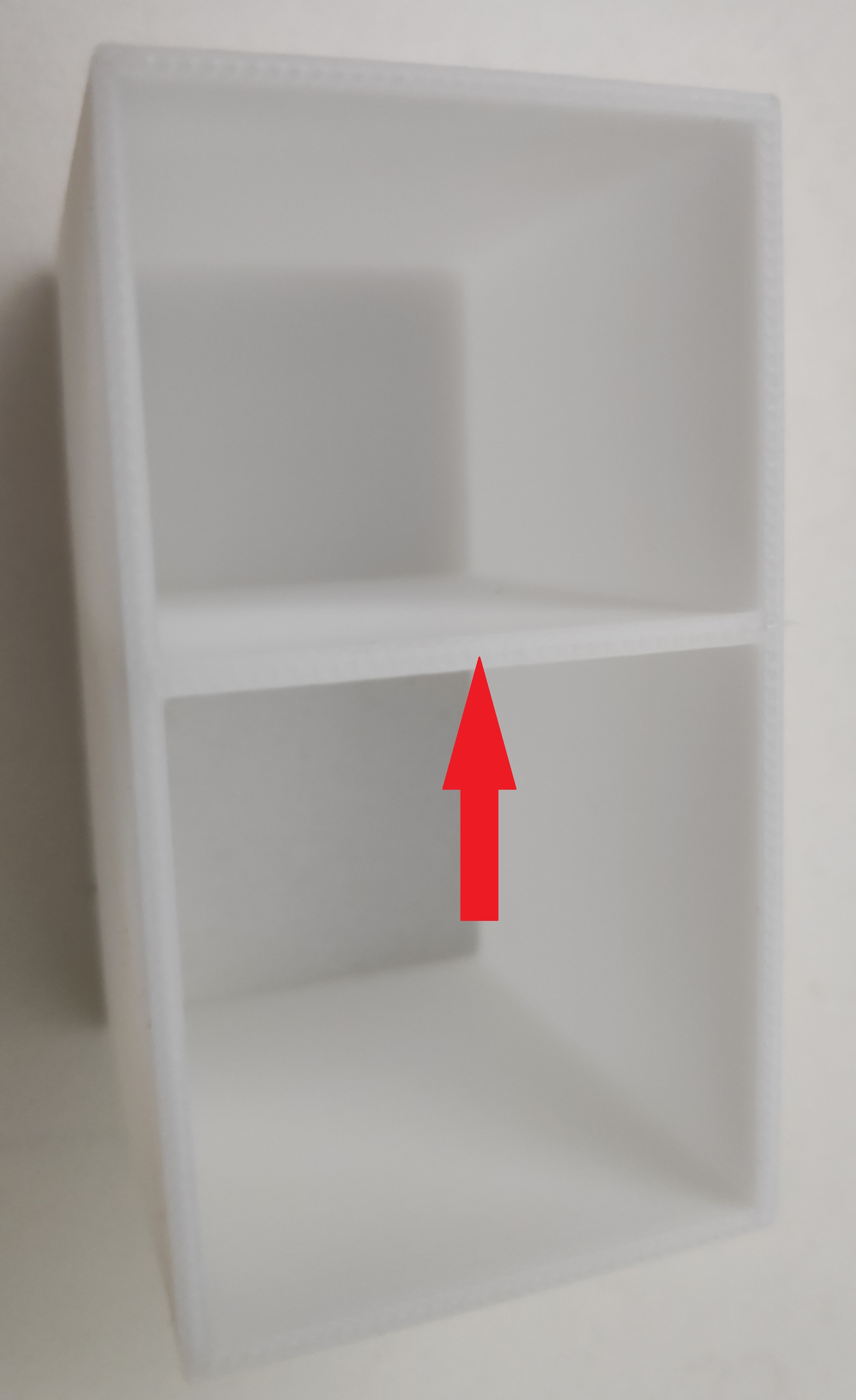
I had a model with 1.2mm thick walls as I thought it would print easily without any infill with 3 passes using 0.4mm nozzle. When it finished I learnt that all walls consisted really from 2 separated from each other thin walls instead of being one solid (it was printing each wall with 2 passes only and they all were split from each other). So I decided to create a test model with various wall thicknesses to check which ones would be printed with 3 passes giving me thin yet fairly strong walls. From all thicknesses I tried only 1.3mm did the trick. So I corrected my original model to use 1.3mm thick walls (the other advantage should be speed and being more gentle for the hardware). And I learnt again that all outside walls were OK (3 passes not split) but internal walls inside the model which were also 1.3mm thick were printed again with 2 passes and are split. Why such inconsistency ? I am using latest firmware 2.5.8 and Z-Suit v2.20.0 (interesting fact that I get bother each time when I start Z-Suit to upgrade to beta version but that beta is 2.19.1 which seems to be earlier version than the real release 2.20.0 ?). I am happy to share both stl and zcodex2 files if that helps. I used Z-HIPS filament.
we have not had a chance yet to look into the files - but we will definitely do so after the weekend. Could you upload the .zcodex2 file again, please? This should be possible now. Unfortunately, I cannot open the file despite renaming it. Thank you.
Yes sure - this is the same file without renaming - hopefully it will work. If not - please let me know and I will need to re-upload it again from different computer.
PS. Just noticed that even it allowed me to upload the zcodex2 file, it still displays it as zcodex. Hopefully you will be able to download the original zcodex2 I uploaded.
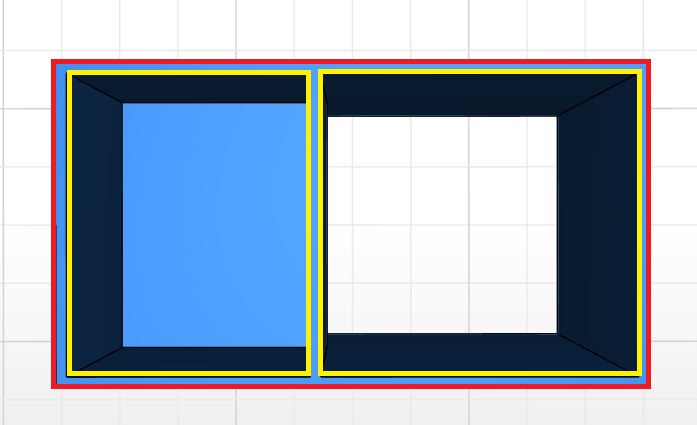
Please, change the offset holes to -0.3 mm to get the model printed correctly. Or, you can redesign the file and increase the thickness of the wall you are having issues with (0.3 mm should be enough). Please note that even though all walls have the same thickness - inner walls will always be thinner than the external ones.
I am not sure if I will be able to explain this correctly, but the model is perceived as if it had two holes inside, thus it is affected by double enlargement of these holes. Thanks to the offset - you can somehow compensate for that.
Thanks for the reply. I appreciate your effort in trying to resolve the issue however I still believe there is some major problem with the slicer. Slicer should not perceive a single wall as “having holes” in it - please have a look at the STL file which I earlier attached together with the zcodex2 file - it is solid. Treating external and internal walls in a completely different way should not be the case - sure you might want to treat it in a special way but it does not mean you should all the time. Moreover - I did not want to use thicker walls because of two reasons - it puts a strain on the machine (think printing a lot of models having thin walls - the printing had is making thousands of small movements at high speed - nearly vibrating) and it makes the whole print much longer (and more expensive than it should be). Not even talking about the fact that you just might have to print a wall with this thickness which should be perfectly fine (nozzle 0.4mm size - 3 passes so in theory 1.2mm thick but as explained in original post I found that 1.3mm was the one slicer was happy with). It all boils down the the software as I had another model which had a lot of walls inside with different thicknesses and it was printing correctly (at least 1.3mm one) - with the difference that the model had no external walls at all. That means there is a bug which is a huge problem for me as I cannot print any of the architectural models efficiently at all. I asked few of my friends to print it on other 3D printers and they all printed fine and I know that M300+ would not have any issue with it either if the Z-Suite sliced the model correctly.
I can try your hack to see if that temporarily resolves the issue (and thanks again for that) but I really believe that Zortrax should commit to resolving this bug as soon as possible - much cheaper printers with free software seem to be doing much better with regards to that. I would hate the idea of stopping using the printer and replacing it with another one especially that it was/is a very expensive printer for what it is.
Please keep me updated with regards to any plans about fixing the bug.
thank you for your thorough feedback, we truly appreciate it and will definitely take it into account. Actually, the issue could be solved by providing the multiple contours setting. Our specialists are constantly working on improving performance of the slicer, however, most changes are time-consuming, thus we cannot tell if (or when) such changes would be implemented. So, for the time being - we do not have any update, unfortunately.
Thank you for your reply. I see - I really hope that it is going to be worked on sooner than later though. It makes using the printer pretty much impossible for me. And expecting to tweak some settings in order for the print to come right is not why I chose this printer to begin with. The whole idea and premium cost of Zortrax (and its closed architecture) was so I can just plug it in and print beautiful models without spending much time doing all those tweaks. If I have to do them then it completely defeats the purpose of choosing it over other manufacturers. I understand that software bugs happen and they all have priorities but if you look back at the history of thin walls problems you can see that somehow it has always been an issue not fully addressed by Zortrax?