Looks like 1.11.3 slightly increases the separation distance to ~360µm for PLA. Also the 1st raft layer's Z distance to the bed was increased from 300µm to 320µm.
Fan speed control looks more or less unchanged though.
Interesting new features (?)
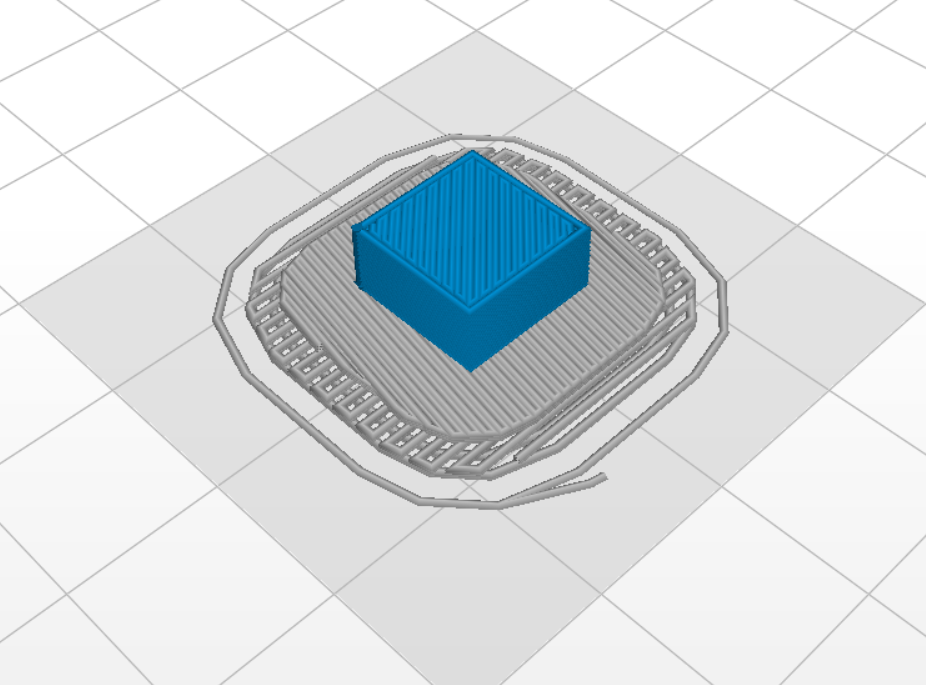
the length of the initial skirt line was increased even more for PLA. In 1.11.2 it already reached > 360° for small prints (e.g. my 10mm x 10mm x 5mm testcube ).
In 1.11.3 it's more like 450° now, so there are two parallel skirt lines for ~90°.</li>
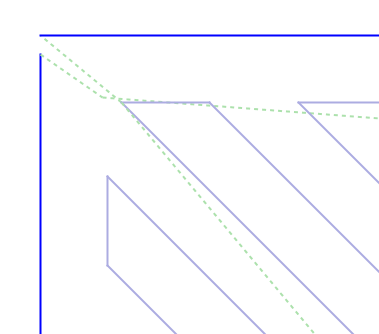
<li>looking at the seam, there is now a substantial gap (0.5mm) in the outer contour where the contour is left at the end of a layer.
Actually despite of the seam display in Z-Suite which hides the layer exist, this change is also visible in Z-Suite</li>
Skirt 1.11.2 vs. 1.11.3:
4412
Seam 1.11.2 vs. 1.11.3
4414
Both changes only affect PLA.
BTW: the "empty PrintMove" bug introduced in v1.10.0 is still there.
have you tried printing/slicing the object at a 45deg angle? I just did a print and the project had a rectangle base, I laid the item out horizontal and zsuit sliced at a 45deg path. So I just re-sliced with the item @ a 45deg angle and now the paths are perpendicular which appears to have fixed the gap issues.
Nah, just default settings and orientation. I'm not even sure that this larger gap actually is an issue. Just noticed it when comparing 1.11.2 to 1.11.3.
Based on my experiences with PLA, there are 2 main issues.
The first and simple is the feeder tube. PLA causes a higher friction than ABS. My recommendation is to change the feeder tube to PTFE to reduce the friction.
The next thing is, that the hot end is not designed to work with PLA. Because of the higher friction of PLA the filament stick in the last 10mm of the hot end (the original PTFE tube is not going down to the noozle). It´s not a typical clog of the noozle.
I built my own hot end where the PTFE tube goes from the extruder direct to the noozle and meet it in the alu block. To avoid conducting the heat up to the extruder, it´s necessary to reduce the diameter between the alu block and the feeder housing, and I build a heat sink ring. The problem is, PTFE does not like temperatures above 250°C, so I have to change my hotend before printing HIPS, ABS and so on.
With this mod I printed kilos of PLA from different sources so far without any failed print. Also raft removal after printing is so easy.
To be fair, I was inspired by the Hotend Mod from Julia Truchsess
Could you tell me where did you found this Hotend Mode from Julia Truchsess?
Sorry, I didn´t come here for a while. Did you found what you were looking for? There is a picture available that shows a cross section of the hot end.
This means that you should have two Zortrax printers : one printer for the PLA only and a second one for the other filaments ! ;) :lol: :angry:
Zortrax must find a solution with a single hotend capable of printing all the filaments it sells or find a another solution to be able to change the hotend in 3 minutes maximum ! :rolleyes:
It takes me less than 3 minutes to swap hot ends. I use all-metal for Z-ABS and PTFE for everything else I print with.
Problem on loading and unloading the filament with PLA the head overheats and this create a jam. No indication of temperature and no adjustment. It would be nice to be able to adjust it to the button in setting.
<p><span style="color:rgb(33,33,33);font-family:arial, sans-serif;font-size:16px;">Problem on loading and unloading the filament with PLA the head overheats and this create a jam. No indication of temperature and no adjustment. It would be nice to be able to adjust it to the button in setting.</span></p>
Hi, after updating to firmware 1.2.0 and after updating Z-suite to 2.5 the Z-Pla PRO is no longer correctly printed, when loading the material, no problem, but as soon as you print the raft the Z-Pla jams, the extruder's motor emits the classic click and the material does not flow, I replaced the hot end and nozzle but nothing to do, with the other materials, Z-Ultrat, Z-hips, Z-Abs there are no printing problems, is it possible that the temperature of the hot end has been changed following the software update? before the update I had never had problems printing the Z-Pla Pro. It is possible to have the preset temperature and print parameters for the Z-PLA pro to try to modify them by programming the Z suite as if the Z-Pla Pro is a non-Zortrax material?
Hi, after updating to firmware 1.2.0 and after updating Z-suite to 2.5 the Z-Pla PRO is no longer correctly printed, when loading the material, no problem, but as soon as you print the raft the Z-Pla jams, the extruder's motor emits the classic click and the material does not flow, I replaced the hot end and nozzle but nothing to do, with the other materials, Z-Ultrat, Z-hips, Z-Abs there are no printing problems, is it possible that the temperature of the hot end has been changed following the software update? before the update I had never had problems printing the Z-Pla Pro. It is possible to have the preset temperature and print parameters for the Z-PLA pro to try to modify them by programming the Z suite as if the Z-Pla Pro is a non-Zortrax material?
Hi Antonio,
Do you have a separate hotend for Z-PLA PRO prints? This material is very dense, that's we recommend to have another hotend only for Z-PLA PRO prints.
Does the material load without any problem? Also, does the problem occur while printing the first layer only? Did you experience a similar problem with other materials? You can try increasing the extrusion temperature in Z-SUITE (external materials → PLA-based filament). Also, it would be good to record what is happening during the print. You can send it to us via support form.
I just reassembled the old extruder to continue with Z-ULTRAT (I bought a second hotend during my first negative tests). I have no problem to use other materials and I have never encountered any problems for the last 4 years. Overall I am always satisfied with the quality.
The material is loading properly. Problems start at about 50% of the first layer of the raft.
I can’t tell you if there are problems after the raft, I haven’t been able to get past the raft so far.
OK, first i will do a video with “Z_PLA PRO” profile, then i will give a try with the external materials and increase the extrusion temperature.
Unfortunately I don’t have time to test it before tonight. I’ll give you feedback by tomorrow morning.
You can seach for the wed for help. Zortrax offers 3D Printing products, award-winning FDM 3D printers, filaments, and software solutions with worldwide customer support services.
{kind=link}
{kind=link}