I just received Z-PLA material. I have upgraded both the Z-suite software and the firmware. I tried to print two test objects using the new Z-PLA settings. Unfortunately the nozzle got blocked and both tests failed. The nozzle got jammed with excess material.
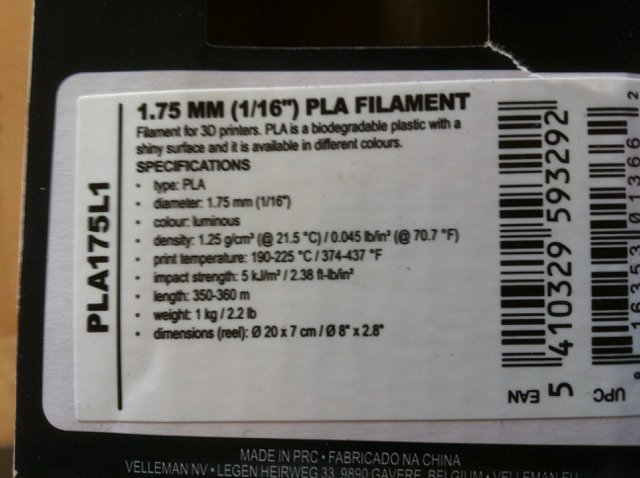
Are there some additional setting modifications that are required? The technical sheet on Zortrax website indicates that the melting point is at 190 degrees Celsius. Do I have to reset the temperature manually even hen the Z-PLA is specified as a material?
I just received Z-PLA material. I have upgraded both the Z-suite software and the firmware. I tried to print two test objects using the new Z-PLA settings. Unfortunately the nozzle got blocked and both tests failed. The nozzle got jammed with excess material.
Are there some additional setting modifications that are required? The technical sheet on Zortrax website indicates that the melting point is at 190 degrees Celsius. Do I have to reset the temperature manually even hen the Z-PLA is specified as a material?
Yeah, I upgraded both the Z-Suite and the firmware. None of the prints I tried completed successfully.
The material loads fine but usually clogs the nozzle during the raft creation. I replaced the nozzle with a new but the problem persists. The flow is uneven and eventually the nozzle clogs. Once that happens the filament advance mechanism digs into the Z-PLA filament and it stops advancing. Very frustrating to have spent so much money on it and get such bad results... Not a happy customer ZORTRAX. You should first test it before you start to sell it to the clients. The fact that there were already 2 Z-Suite upgrades speaks for itself.
Based on my experiences with PLA, there are 2 main issues.
The first and simple is the feeder tube. PLA causes a higher friction than ABS. My recommendation is to change the feeder tube to PTFE to reduce the friction.
The next thing is, that the hot end is not designed to work with PLA. Because of the higher friction of PLA the filament stick in the last 10mm of the hot end (the original PTFE tube is not going down to the noozle). It´s not a typical clog of the noozle.
I built my own hot end where the PTFE tube goes from the extruder direct to the noozle and meet it in the alu block. To avoid conducting the heat up to the extruder, it´s necessary to reduce the diameter between the alu block and the feeder housing, and I build a heat sink ring. The problem is, PTFE does not like temperatures above 250°C, so I have to change my hotend before printing HIPS, ABS and so on.
With this mod I printed kilos of PLA from different sources so far without any failed print. Also raft removal after printing is so easy.
To be fair, I was inspired by the Hotend Mod from Julia Truchsess
We were testing it on dozen of printers, both M200 and M300. I would recommend replacing whole hotend, especially if you've printed using GLASS/PETG material. PLA melting temp is lower than most of filaments and that could be causing issues on 'used' Hotends.
This means that you should have two Zortrax printers : one printer for the PLA only and a second one for the other filaments ! ;) :lol: :angry:
Zortrax must find a solution with a single hotend capable of printing all the filaments it sells or find a another solution to be able to change the hotend in 3 minutes maximum ! :rolleyes:
yes definitely not a solution… thanks Marcin for the message… but I already changed the hotend and extrusion is now (at least for the moment) working. but I can not separate print from raft… its just so not-plug-and-play…
A quick nonrepresentative check with a publicly available tool suggests that the distance between raft interface and 1st model layer is even a bit higher in the Z-PLA profile (340µm) than in the Z-Glass profile (300µm).
Z-PLA profile uses an additional raft layer but the fan reaches 100% at a similar position within the 2nd model layer.
At least 1st first look it seems questionable to assume that the Z-Glass profile would create better results than the Z-PLA profile when printing with PLA.
Then again, it was always clear that Zortrax' hotend wasn't exactly designed to extrude PLA. So even minor difference in usage, residues and PLA characteristics might make a difference.
yes definitely not a solution... thanks Marcin for the message... but I already changed the hotend and extrusion is now (at least for the moment) working. but I can not separate print from raft... its just so not-plug-and-play...
You have to reduce the print temperature. Than removal will be much more easier
I have printed PLA "ICE" and PLA "INNOFIL" with "external materials"-> "Glass type filament" ; with the extrusion temp on 220 °.No other changes.
It prints wel l:
- The raft is perfectly removed from the bed (better than with ABS).
- The piece can be easily removed from the raft.
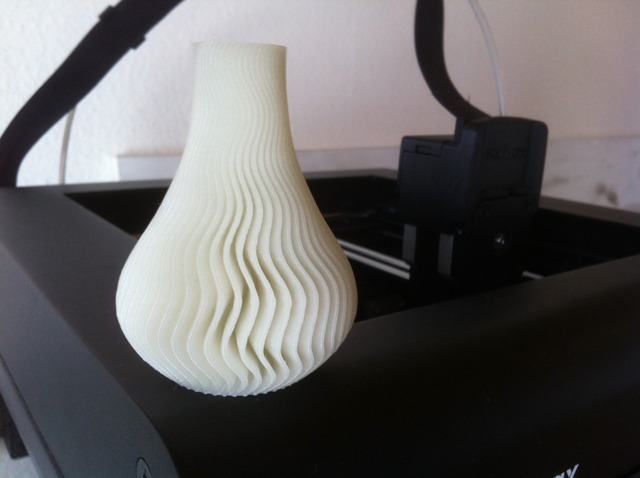
- The Zortrax M200 prints the vertical walls better than the Witbox : they are smoother.
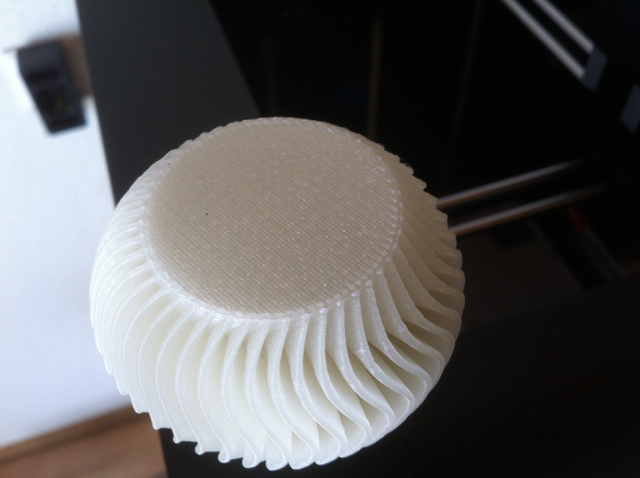
- But the bottom of the printed pieces is not beautiful : it is rough.
My conclusions :
- It is possible on the M200, so probably possible on the M300.
- Depending on the kind of part, it is better or worse : some faces are more beautiful and some not beautiful.
- The printing time is much longer (it depends on the kind of part) because the Zortrax has to print the raft before the piece.But the raft is not necessary with the glass plate of the Witbox (only 3DLAC on the glass).
I have printed PLA "ICE" and PLA "INNOFIL" with "external materials"-> "Glass type filament" ; with the extrusion temp on 220 °. No other changes.
It prints wel l:
The raft is perfectly removed from the bed (better than with ABS).
The piece can be easily removed from the raft.
The Zortrax M200 prints the vertical walls better than the Witbox : they are smoother.
But the bottom of the printed pieces is not beautiful : it is rough.
My conclusions :
It is possible on the M200, so probably possible on the M300.
Depending on the kind of part, it is better or worse : some faces are more beautiful and some not beautiful.
The printing time is much longer (it depends on the kind of part) because the Zortrax has to print the raft before the piece. But the raft is not necessary with the glass plate of the Witbox (only 3DLAC on the glass).



{kind=link}