I also tested this material.
I did not like him very much.
Difficult to find the right settings.
Too shiny material, too much warping, raft difficult to remove.
I preferred the easier to print COPA polymide.
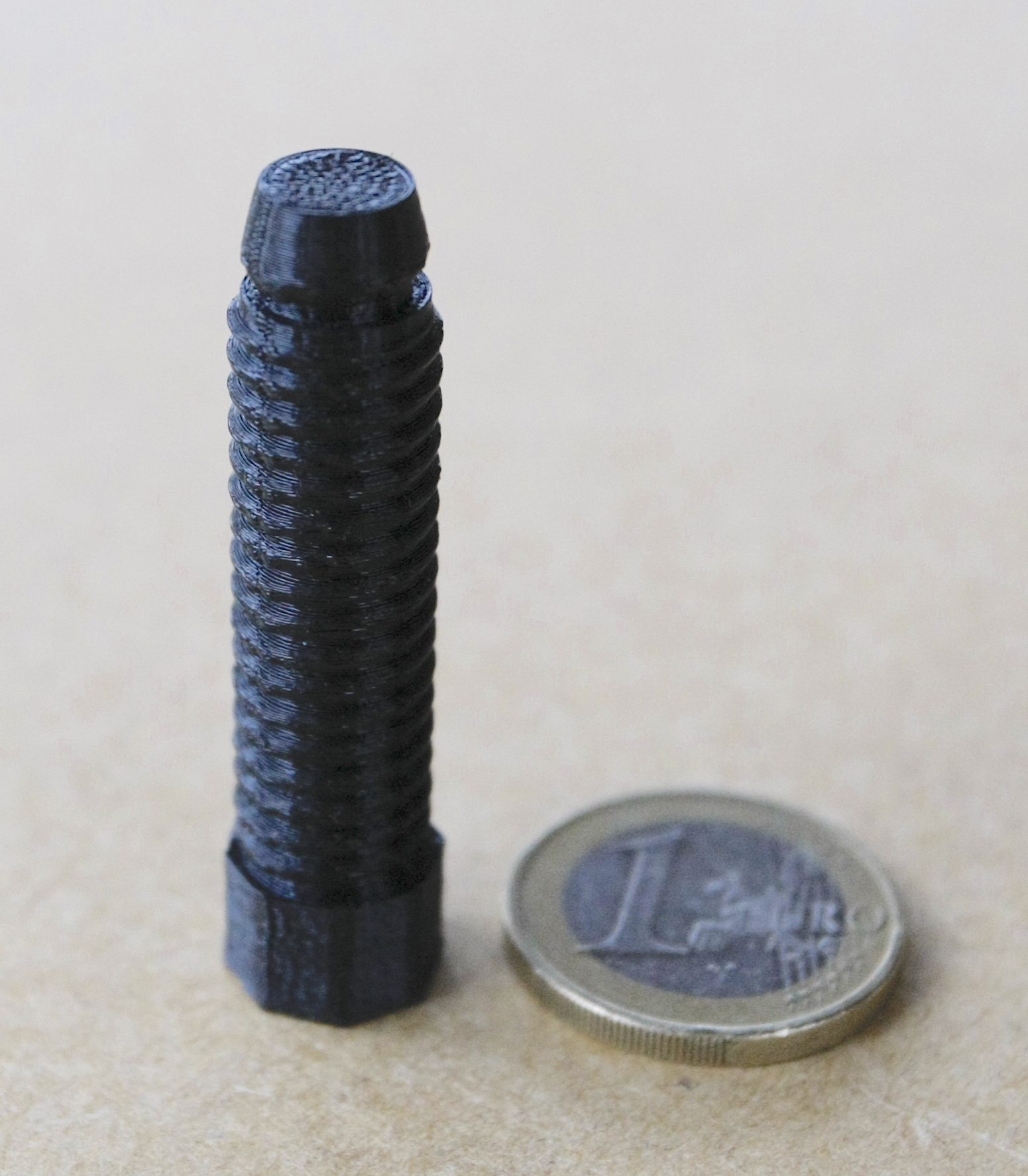
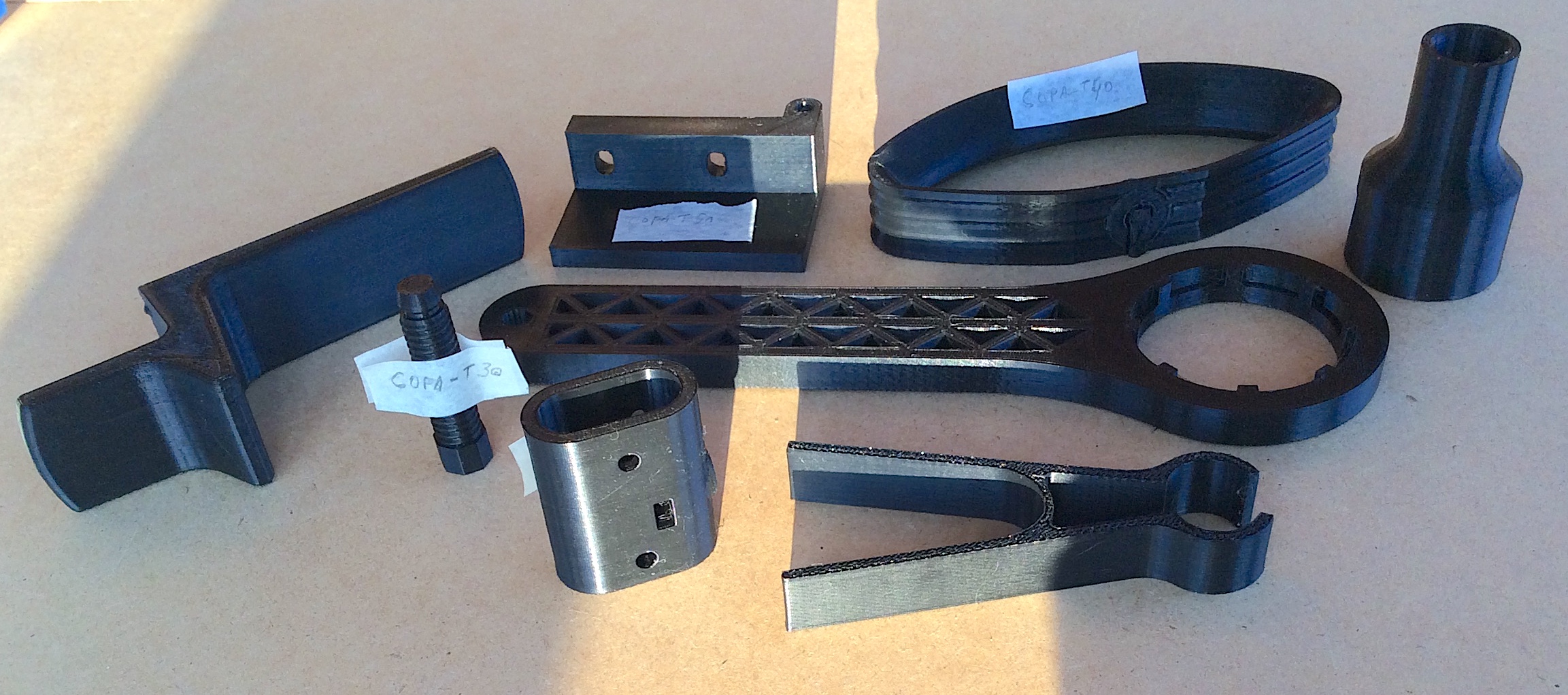
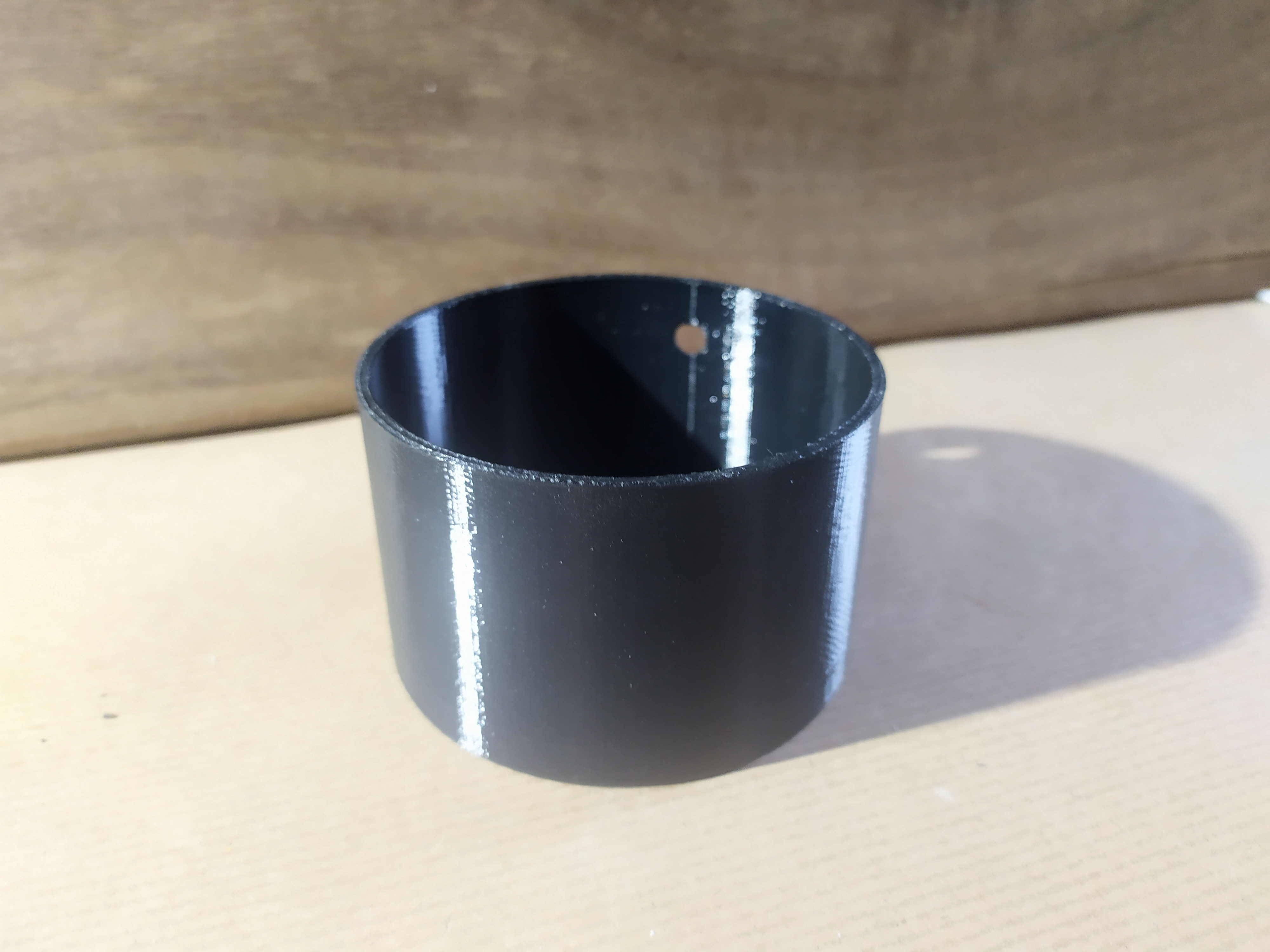
Here are some photos of tests.
But impossible to load here text files with settings !
Thanks for you reply, I’ll give a try to this material. I already saw it but I noticed that was nylon based and was afraid of warping, since I need to print large parts (which need to resist to 90° minimum).
COPA warp less than PCmax.
It is even more resistant to heat.
Even if it is based on nylon, it is very rigid.
Here are some test prints.
Here is a copy of a setting that is effective :
Material: ABS-based filament
Layer: 0.19 mm
Quality: Default
Infill: Solid
Fan speed: Auto
Seam: Normal
Outer contours: 0
Holes: 0
Surface layers Top: 6
Surface layers Bottom: 3
Support Lite: False
Smart bridges: True
Print speed: +0%
Extruder flow ratio: -10%
Top layer infill (%): 100
Bottom layer infill (%): 100
Extrusion temp.: 245
Platform temp.: 30
Retraction speed: 50
Retraction distance: 2
First layer gap: 0.4 mm
Your feedback is very useful, thanks for sharing
I’ll order COPA to test it.
However I’m surprised by the low platform temp, I’ve already tried (unsuccessful) Nylon and as far I remember, I should high heat the bed temp, and still have warping.
I saw on your picture a large part, you didn’t experienced warping with this kind of part?
Furthermore, I’ve finally managed to print successfully PC-MAX with this parameters:
Material: ABS-based filament
Layer: 0.19 mm
Quality: Default
Infill: 90%
Fan speed: 0%
Seam: Normal
Outer contours: 0
Holes: 0
Surface layers Top: 7
Surface layers Bottom: 4
Support Lite: True
Smart bridges: True
Print speed: +0%
Extruder flow ratio: 0%
Top layer infill (%): 100
Bottom layer infill (%): 100
Extrusion temp.: 270
Platform temp.: 90°
Retraction speed: 36
Retraction distance: 1.5
First layer gap: 0.34 mm
My tests with COPA are +/- 2 years old : I can’t remember exactly why I lowered the temperature but I think the raft was too difficult, or even impossible to remove with a warmer tray. This is also why my first layer gap is high (0.4mm). The bottom of the object is not very beautiful and rough !
Impossible to photograph well because it is black and there are always shadows, but I can assure you that there is no warping on these parts.
This material remains a little more flexible than POLYMAX.
The best for me would be to be able to use nylon with carbon fiber (PolyMide ™ PA6-CF).
But there is no reinforced nozzle for the M200 and the extruder is not effective for entraining very hard filaments (with carbon, kevlar or fiberglass)
I have tried many technical and special filaments but many are not usable with this printer.
I also often had rafts that could not be detached with these filaments.