you did not rear the whole thread !!!
I converted my zcode to gcode to check Z steps, here’s what I found:
; FLAVOR:ZCode
; TIME:29126
; MATERIAL:ABS-based filament
; NOZZLE_DIAMETER:0.400000
; progress 0%
M140 S100
M109 S230
G90
G28 X Y
G28 Z
G92 X0 Y0 Z0 E0
G0 F180 Z15
G92 E0
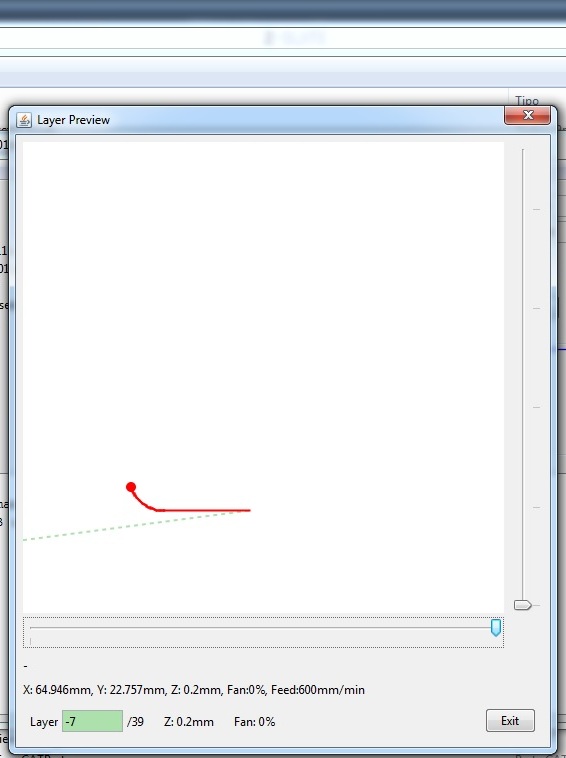
; layer -7
T0
G0 F5400 X120 Y51.105
G0 F5400 Z0.2 **************************FIRST LAYER PRINTED AT Z0.2 !!!
; raft
G1 F600 X120.577 Y50.1 E0.347
G1 F600 X120.625 Y48.565 E0.809
G1 F600 X120.683 Y47.249 E1.204
G1 F600 X120.755 Y45.968 E1.589
G1 F600 X120.883 Y44.249 E2.106
G1 F600 X121.044 Y42.56 E2.615
G1 F600 X121.263 Y40.722 E3.17
G1 F600 X121.33 Y39.808 E3.445
G1 F600 X121.341 Y39.382 E3.572
G1 F600 X121.183 Y37.327 E4.191
G1 F600 X121.099 Y36.865 E4.332
G1 F600 X120.522 Y34.886 E4.95
G1 F600 X120.346 Y34.45 E5.091
G1 F600 X119.379 Y32.633 E5.709
G1 F600 X119.116 Y32.244 E5.849
G1 F600 X117.794 Y30.661 E6.468
G1 F600 X117.458 Y30.333 E6.609
G1 F600 X117.305 Y30.213 E6.667
G1 F600 X116.341 Y28.638 E7.221
G1 F600 X115.972 Y28.25 E7.382
G1 F600 X110.491 Y25.296 E9.25
G1 F600 X109.552 Y25.125 E9.536
G1 F600 X107.049 Y24.993 E10.288
G1 F600 X106.763 Y25.013 E10.374
G1 F600 X105.554 Y25.177 E10.74
G1 F600 X105.129 Y25.26 E10.87
G1 F600 X102.815 Y26.019 E11.602
G1 F600 X101.866 Y26.465 E11.915
G1 F600 X100.288 Y27.39 E12.464
G1 F600 X99.977 Y27.613 E12.579
G1 F600 X97.8 Y29.743 E13.492
G1 F600 X97.136 Y30.63 E13.824
G1 F600 X96.177 Y32.188 E14.374
G1 F600 X96.007 Y32.532 E14.489
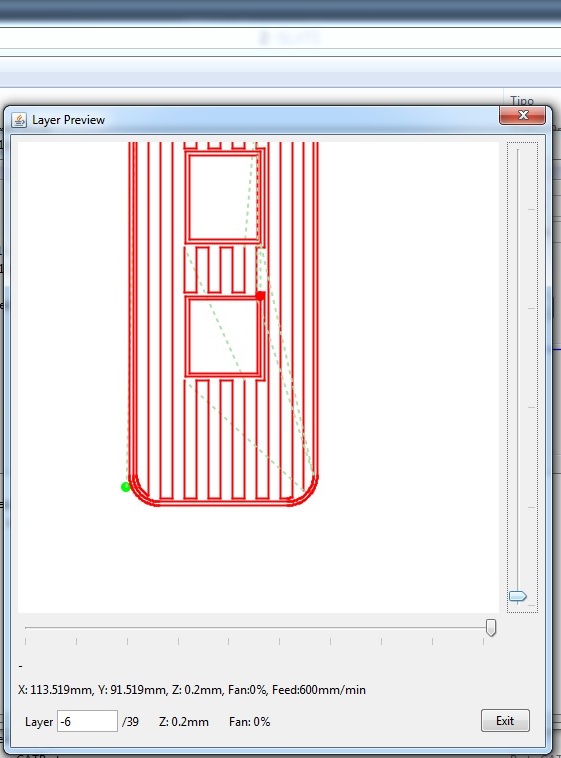
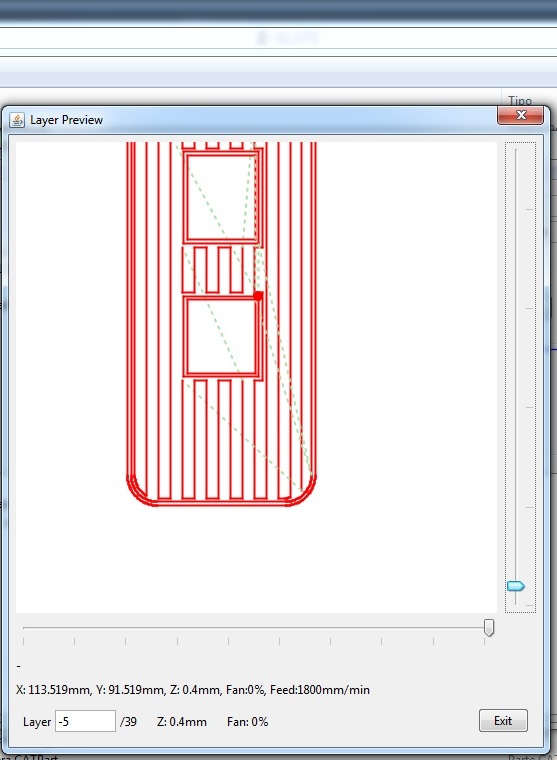
; layer -6
G1 F2160 E13.689
G92 E0
G0 F5400 Z0.6
G0 F5400 X83.332 Y141.961
G0 F5400 Z0.2 **************************SECOND LAYER PRINTED AT Z0.2 !!!
…
Is this correct that both layers are printed at Z0.2 !?!?