Hello everyone, yesterday I was making some experiments about making parts without using the Z-Suite for generating supports. I decided to print this model http://www.thingiverse.com/thing:13232 because of all the gaps and thin sections which need to be supported in some way. I made two prints, one, using normal settings in the Z-Suite, and for the second one using supports generated with the Autodesk Meshmixer Software.
Here is the original model, you can see al the support material, I must say it was quite difficult to remove it because it was stucked in all the cavities of the part.
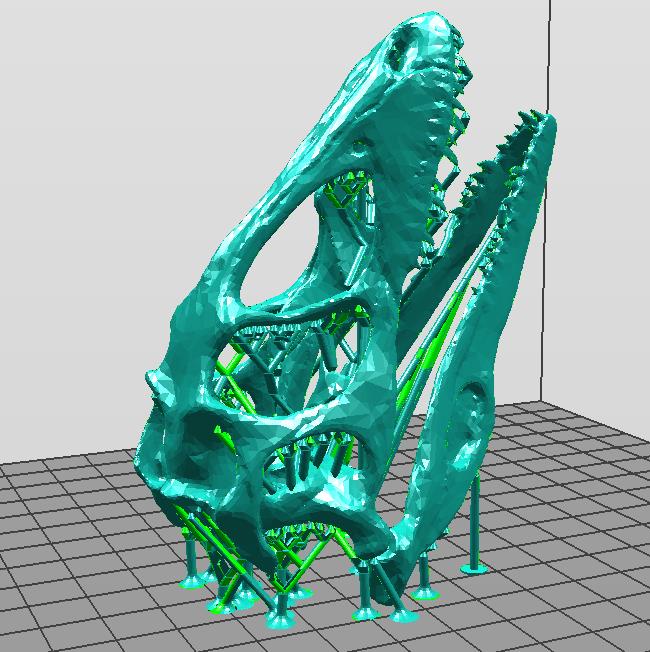
Now this is the part after generating the support, I disabled the support generation in the Z-Suite.
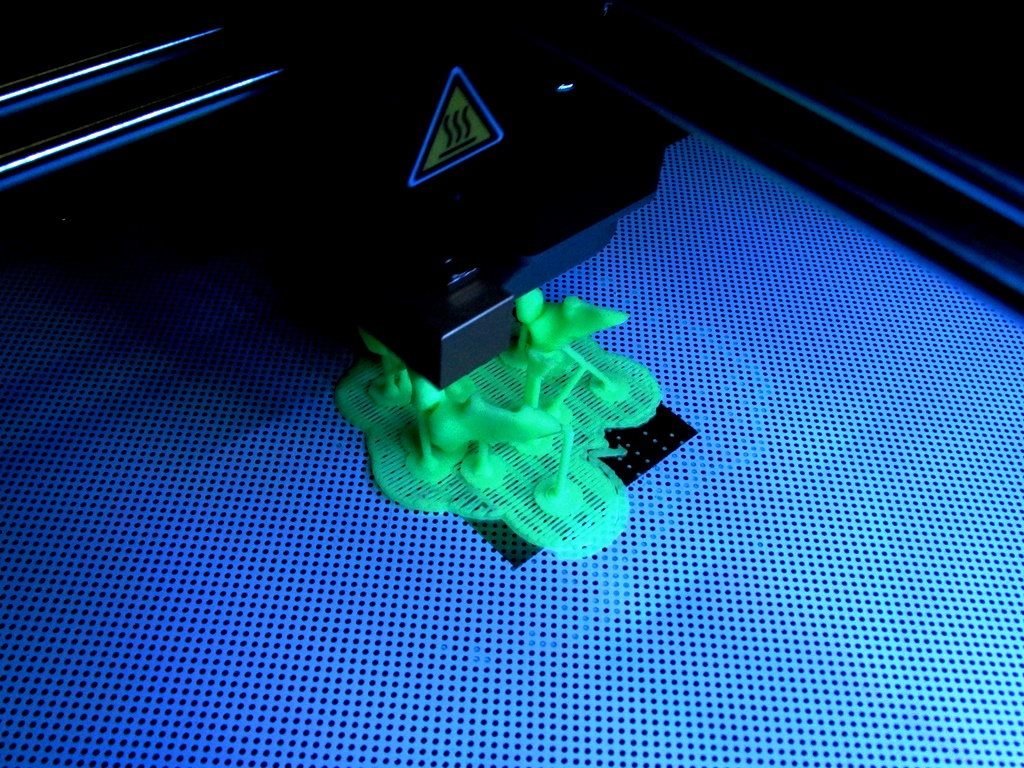
And the printing process, I must say I was amazed when I saw the M-200 building all those tiny posts, they were as small as a radius of 1.6mm
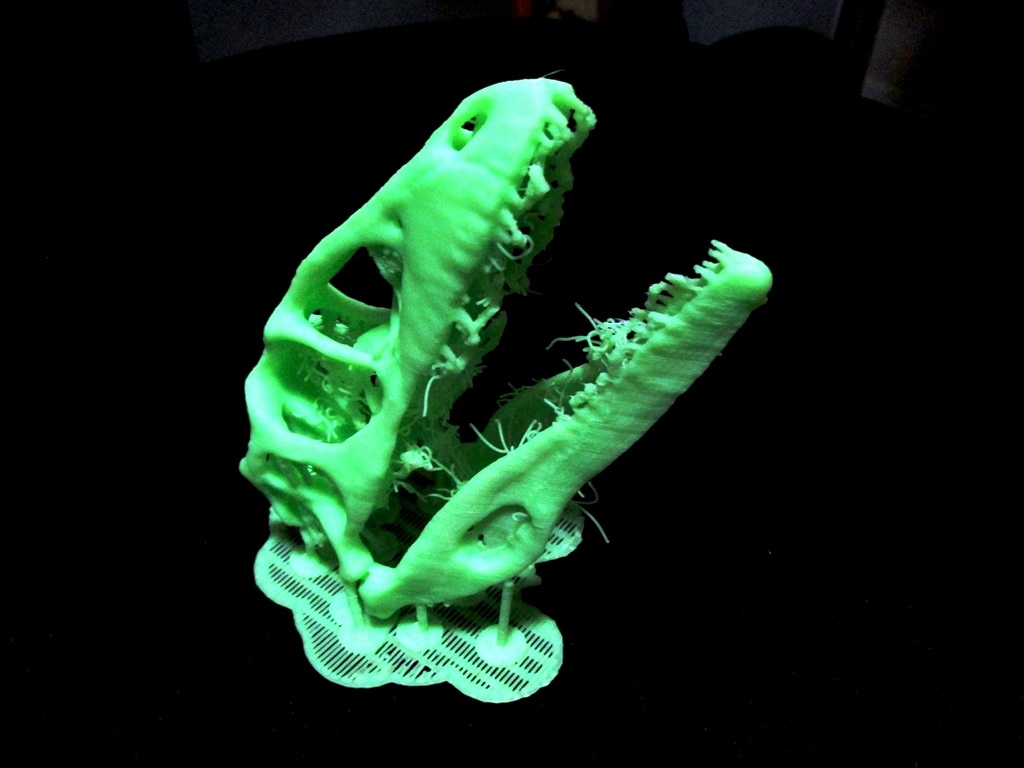
Now, it won’t win a beauty contest but at least it didn’t collapsed, you can see some plastic “hairs” because a part of the support boke during the print.
Currently support generation in Z-Suite is done to give the best output and to be the fail safe, option as weak minimised support will be announced after 2-3 updates.
You can also decrease the amount of support by change the angle of it to 10degrees is your picture showing part printed using 10degrees or 30degrees support ?
The setting used to generate the support was 30 degrees, my intention was not to compete with the Z-Suite, but to test the printer under the worst conditions I could find, printing large overhangs, thin sections, small features and checking the noise generated in the surfaces due to the vibration of the machine. Now I found the next:
You can print features of 1.6mm with heights about 15mm and with inclination over 45 degrees and won’t collapse.
I would not advise to print things with less than 1.4mm due to fragility concerns, but may be printed beautifuly.
Thin structures with width of about 1.5mm will be influenced by vibrations and will show noise if not supported propperly.
[quote name=The6uest]I’m printing this one now. It comes out really small in Zsuite so I scaled it 150%. Do you remember what scale you printed?
[/quote]
I needed to multiply the scale by 100x, I thought about 150x too, but that would not show what I wanted to test.
Mine turned out good too! I also did default support but some of it was hard to remove inside the head. A light version of the support and/or smaller support sections would make it easier.
Hmm… I really should start keeping track! But it’s about 6" long and it took around 7-8 hours with medium fill… or was it solid fill? I need to pay attention to that too. lol
That’s also why it would be cool to have a print time counter that would display the elapsed time it took print and stay on the screen until you press the button.