I’m trying Z-Flex for the first time. Using standard profile. Extruding fails part way through the raft. When I unload the material, the filament is bunched up and gouged by the extruder wheel. I can unload and reload the material which looks like it is extruding normally.
Has anyone made this stuff work? How did you do it? Do I need the larger nozzle?
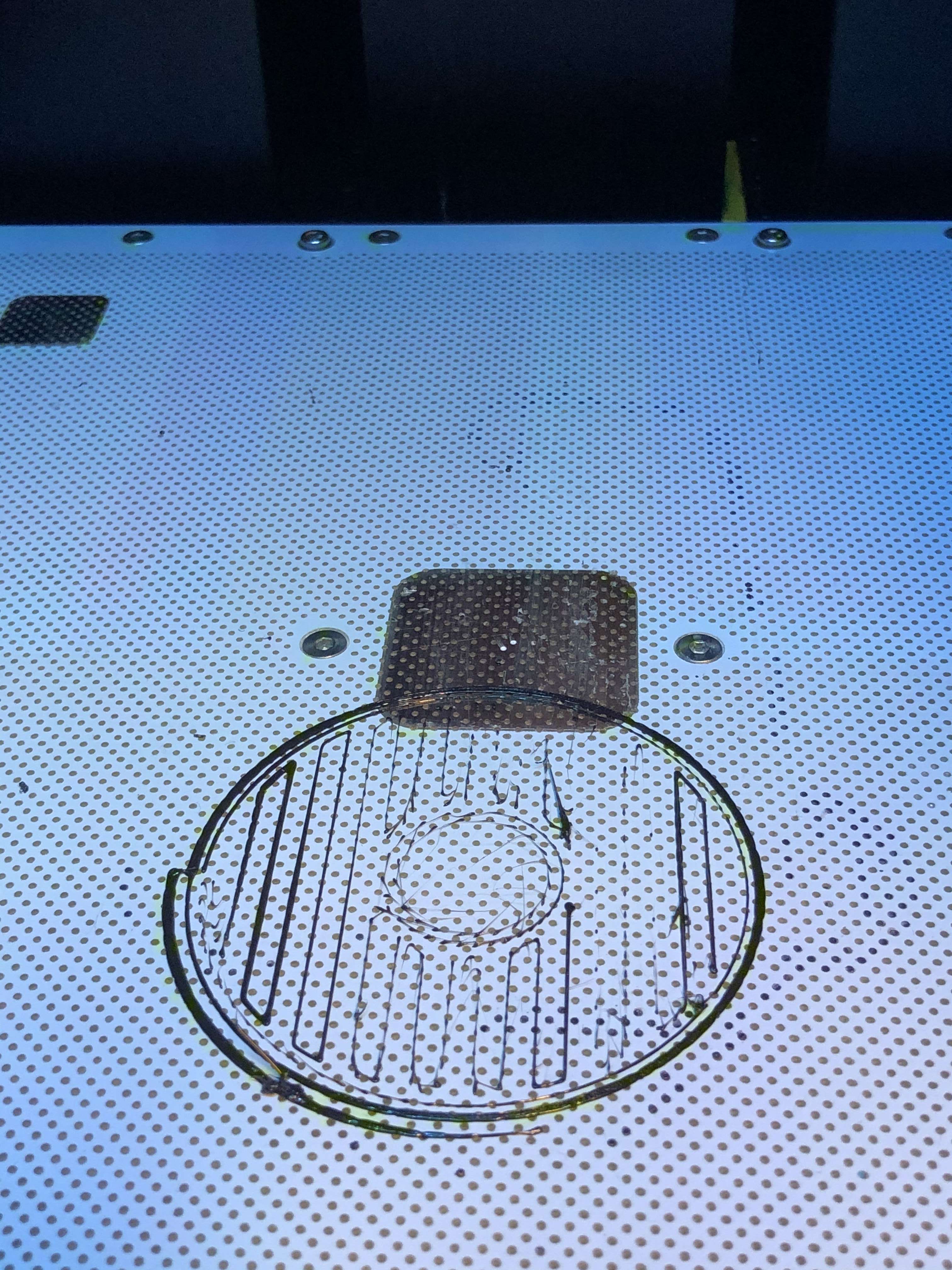
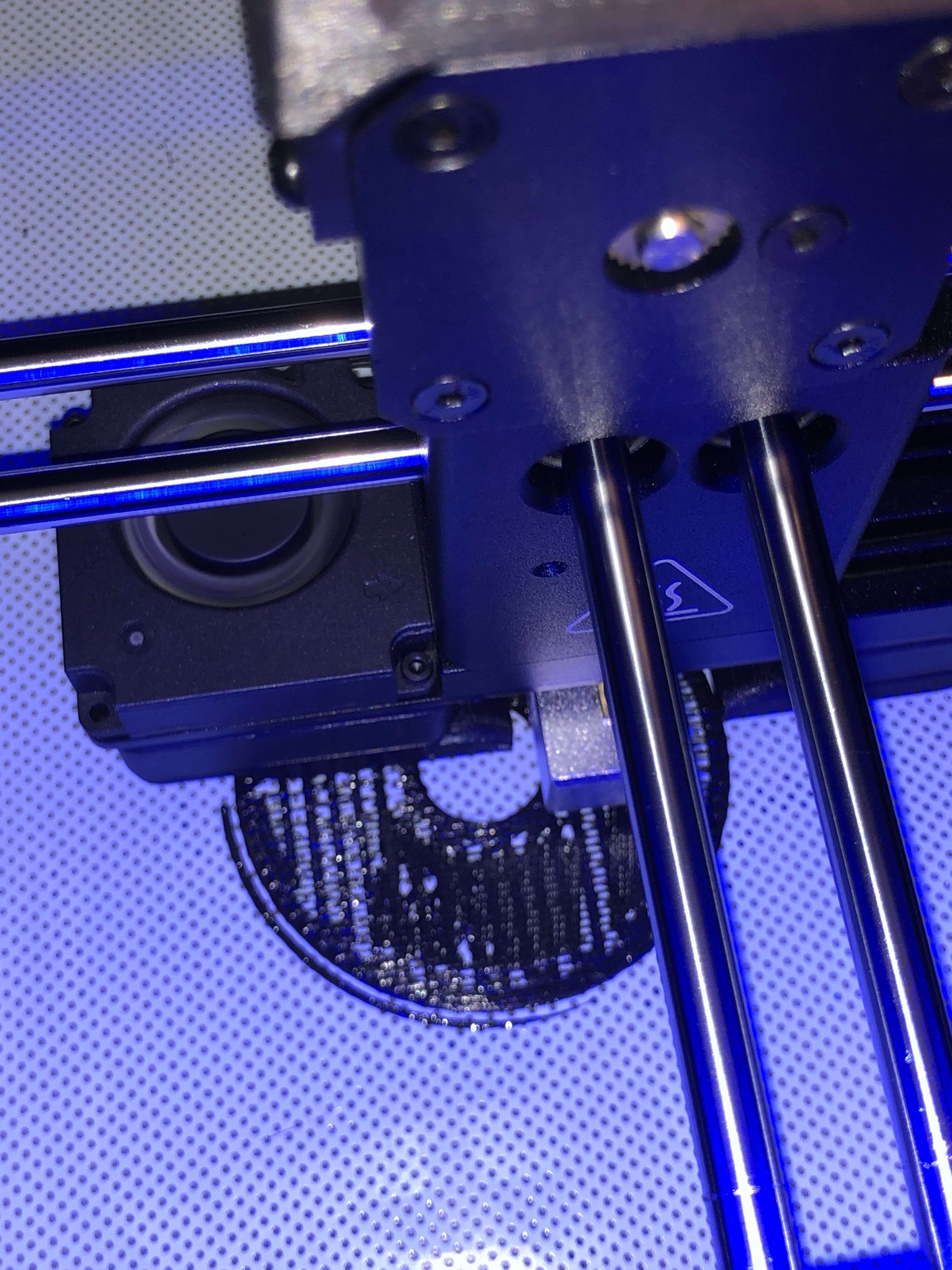
Here is the raft. One time I got a good looking first layer on the raft, then it immediately failed on the second layer. Usually on the first layer though.
What firmware and Z-SUITE version are you using? Do you experience any problems with other materials? Also, while printing the first layer of the model - does the sprocket wheel stutter or it works fine?
I am using 2.12.2, also tried 2.12.0, firmware is 2.2.3. This is a new printer, I’ve only printed Z-Ultrat so far and it worked exactly as expected. The sprocket wheel does not stutter, it turns as expected but the filament feeds erratically using Z-Flex. The stuttering usually experienced when pushing the filament out onto the bed on the very first layer does not seem to be the problem. Sometimes the first layer looks very good then subsequent layers look awful. Other times the first layer looks bad from the start, tiny little strings if there is anything at all. When I remove the filament, it has tooth marks and gouges in it, and the length between the extruder and wheel is all wavey like it was under heavy compression. I wonder if I should change the settings, perhaps higher extruder temp? What settings might affect this?
I did finally get something to print, it printed a raft with many holes and flaws in it but I let it continue until the part was done. It seemed to have less trouble once printing the actual part layers.
Thank you for a detailed response. As Z-ULTRAT works fine - yes, it might be good to tweak Z-FLEX settings, especially the extrusion temperature. You can start by increasing it by 10-20 Celsius degrees in external materials option (flex-based filament).
As for the problem with the first layer - I would suggest performing manual calibration. You may also slightly change the platform’s offset (tools -> platform offset) and slightly lower the platform’s position.
I’ve checked the platform manually, and also tried increasing raft thickness. Was not aware I could change the platform offset. However I doubt this is the problem as it isn’t just the first layer that skips or fails, the subsequent layers fail as well. I will experiment with extruder temp. It seems like the material has to be more fluid so that the extrusion force required is less.
Did you already clean the nozzle? Had a similar problem with Z-SemiFlex material with under extrusion until I pushed the cleaning needle several times into the nozzle during loading the filament.
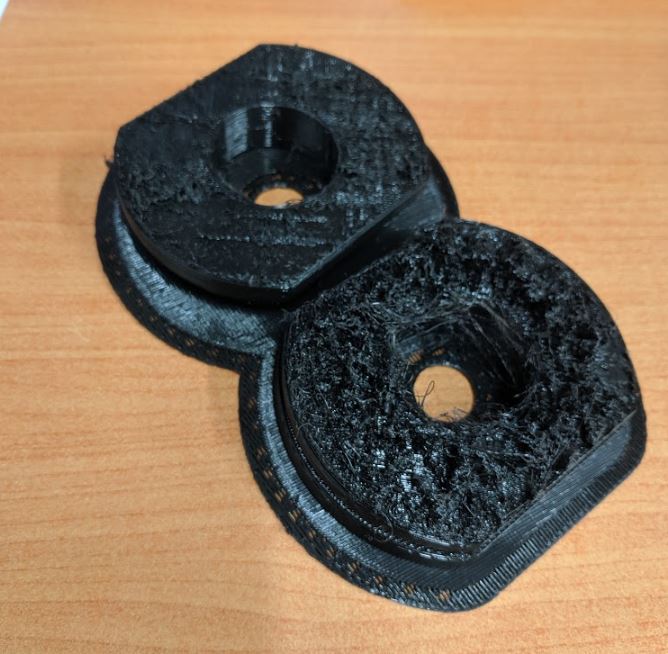
Did you ever fix this issue? I’m having a similar one but normally occurs mid way through a print. It always prints fine at the start. Seems to at some stage struggle to get material out and ends up with a birds nest looking thing until it eventually blocks the nozzle completely or finishes the print and stops.
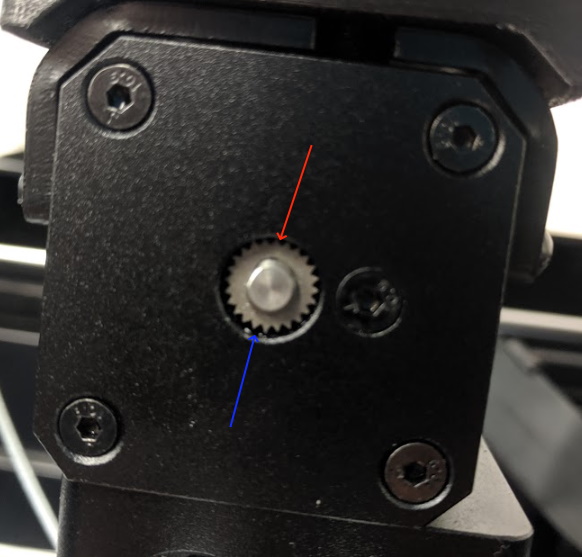
I’m wondering I’f i’ve gotten a lemon as the extruder gear appears to have shorter teeth on one side compared to the other. I imagine this is meant to be the same all the way around. I’m thinking that at some stage the material might be slightly caught on the spool and the small teeth can’t get enough bite on the material to push it though. Could this be an issue zortrax staff?
To use Z-Flex consistently, I’ve had to bump the nozzle temp up 10 deg C. Start with the Z_Flex settings, then go to custom and increase the nozzle temp. It has worked reliably since.
Are you having troubles with Z-FLEX only, or with other materials as well? Because if this happens will all materials - the hotend might be clogged or the extruder cable is malfunctioning. There might be a problem with the heater&thermocouple as well.
As for shorter teeth extruder gear - are you sure this is not a matter of perspective? A part of the model prints fine, and if the gear was faulty - it would have been affected by this as well. Please, let us know if increasing the extrusion temperature provides any improvement.
The extruder teeth definitely are not a matter of perspective. The inconsistency is there and can be seen on all materials when they have been unloaded.
However it is a very minor thing. I was able to get the z-flex material to print much more reliably by increasing the nozzle temperature to 240°C and the bed temperature to 80°C.
It definitely was not the hot end as I had cleaned it out and put on a brand new nozzle prior to the print. Potentially the heater and thermocouple are slightly off. However since this is a relatively new M300 plus I am using I would hope that this is not the case.