I am thrilled to announce that Z-Suite 4.0.0 BETA is now live for both Windows and macOS!
Alongside standard stability and performance improvements, this update introduces an exciting new feature: setting groups. This feature provides greater control over the printing process and, for M300 Dual users, unlocks the ability to create multi-material prints.
The new interface in Z-Suite is unintuitive and confusing. The old interface offered many useful features but requires adaptation to today’s 3D printing standards. It lacks the ability to calibrate external filaments, for example, through settings like flow rate, which is a fundamental feature in modern slicers – especially considering the availability of your material profiles. I have the impression that the current interface resembles solutions from XYZ Printing from 10 years ago.
Modern slicers offer organic supports and the ability to precisely configure advanced printing parameters, such as the first layer’s temperature or detailed retraction options. In the case of your printers, performance remains low, and the so-called “speed mode” is just an increase in speed without considering an appropriate nozzle with high flow rate, which significantly limits the results. The lack of a G-sensor results in noticeable ghosting and print inaccuracies.
Overall, I feel that Zortrax devices have stagnated technologically since 2018. Today, the market is dominated by printers with CoreXY systems – even Prusa has adopted this direction. The lack of automatic calibration is also a significant issue. The capacitive sensor you use is insufficient, and constant problems with “sensor noise” only confirm this.
I hope this feedback will contribute something valuable, even considering the dwindling user base of Zortrax. Another issue is the performance of the service department – I’ve had numerous experiences with your technical support, and unfortunately, they weren’t positive. I’m familiar with all your devices and have to say that sometimes truly bizarre malfunctions occur.
Inkspire 2 is supported in the stable (3.6.0.0) release you can get from Support Center. This version of Z-Suite 4.0.0 BETA does not have resin printers - we will add them in the future.
Beta 4 won’t open on macOS 15.2 without this complicated dance of:
Trying to open it.
Right-click and select Open
Goto System Settings → Privacy and Security → Gatekeeper → Security
Ensure “Allow Applications from” is set to “App Store & Known Developers”
Click on the button that says “Install Anyway”
Print progress in percent does not show up in either Zortrax inCloud or Beta 4.0.0
Print time remaining shows up in inCloud and matches the printer’s display. Of course it’s wrong because it doesn’t take print speed into account.
Print time remaining does not work in Beta 4.0.0, it shows the original print time estimate (which is wrong, see above) from the beginning of the print to the end, never updates, even when pressing the ‘Refresh connection’ button.
The Beta 4.0.0 software will not allow you to cancel a print when the printer is ‘heating’.
M200 Plus
Firmware 2.7.1
macOS 15.2
2018 (Intel) Mac mini
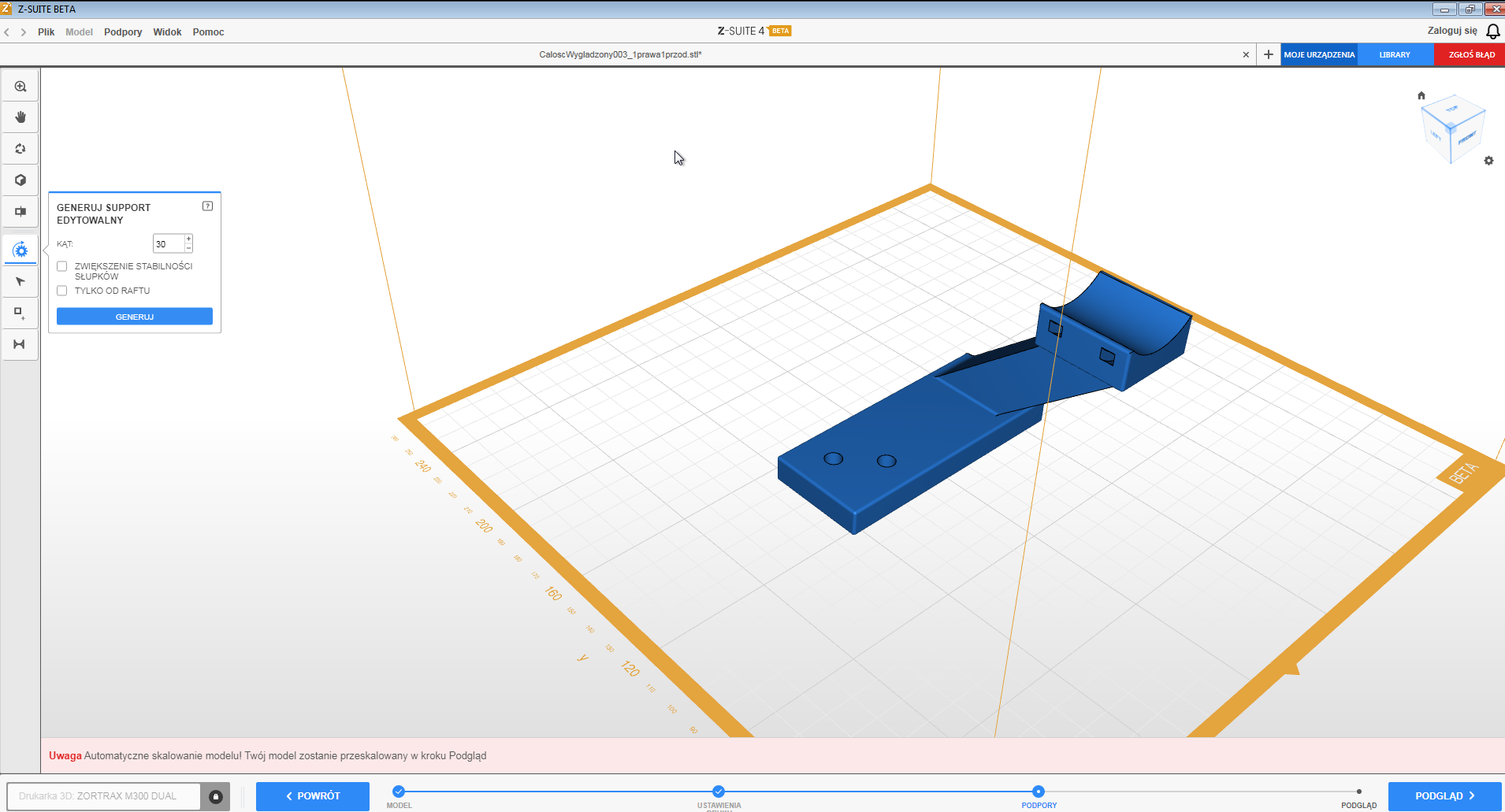
Why I get a message “Automatyczne sklaowanie modelu…” (Automatic scaling…) after clicking button “podpory” to generate supports. The model is much smaller than printer area.
Does it mean that Z-Suite will make the part useless by scaling it?
The message disappear after rotation of the model.
The second thing: please write somewhere how to use selection of materials, material sets, extruders in PRO mode. This is completely unintuitive.
Third thing: When I change something with the model (rotation, change of position) print settings are forgotten. I do not know if all settings. I see that platform temperature was changed.
Hi 1) I am struggling to print a small nylon component with internal support. I have tried numerous settings and the support can be removed but the support layer is stuck fast.
2) i have four 200+ and the same model on one printer sticks fast to the bed, the others are easily removeable.
I can make adjustments to the bed gap BUT in both the above issues it would be very useful if recommended/standard settings (i.e. those that the printer defaults to) were displayed alongside each variable so it would be simple to then see the effect of changes.
The grass is always greener. Thanks for stating the obvious but for those of us with a lot invested in this technology we have to make it work. Yes Zortrax did lose their market dominance but i have Zortrax printers with 7000 hours and i have never needed to change a drive belt. Some times the devil you know is best.
Perhaps you can suggest a solution to my nylon printing problem.?
The part regarding printing with PA12: I usually print with a 0.2 mm layer height and set the gap between the raft and the first layer to 0.5–0.6 mm. Of course, this depends on the filament manufacturer—I typically test it by printing a calibration cube.
As for the print bed, it’s worth calibrating and checking the tightness of the platform screws, as the center of the platform can be slightly higher if it becomes loose. (The screws require an Allen key.)
For the PA12 filament I use, I set the nozzle temperature to 270°C, the gap between the raft and the first layer to 0.5 mm, and the bed temperature to 100°C.