Hello,
Well dont you think it should come out a lot better than that? I mean looking at what the other people made with 300$ printers Its kind of worry some: https://www.thingiverse.com/thing:704409/makes#makes
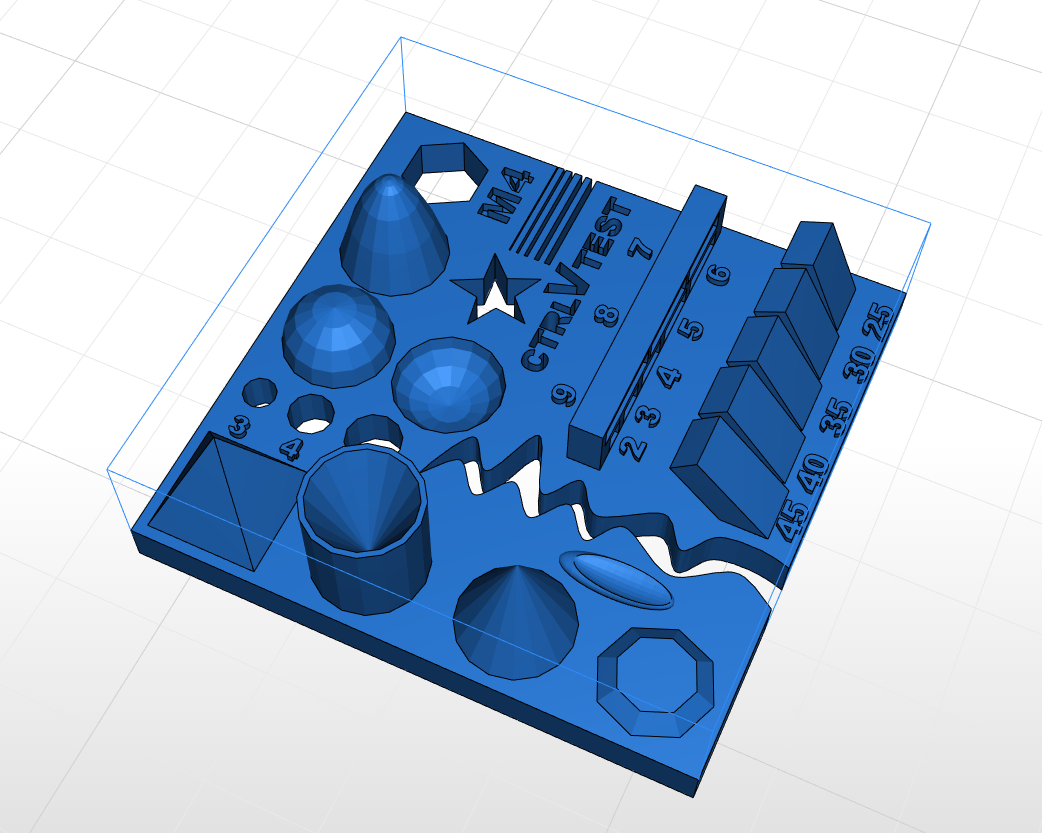
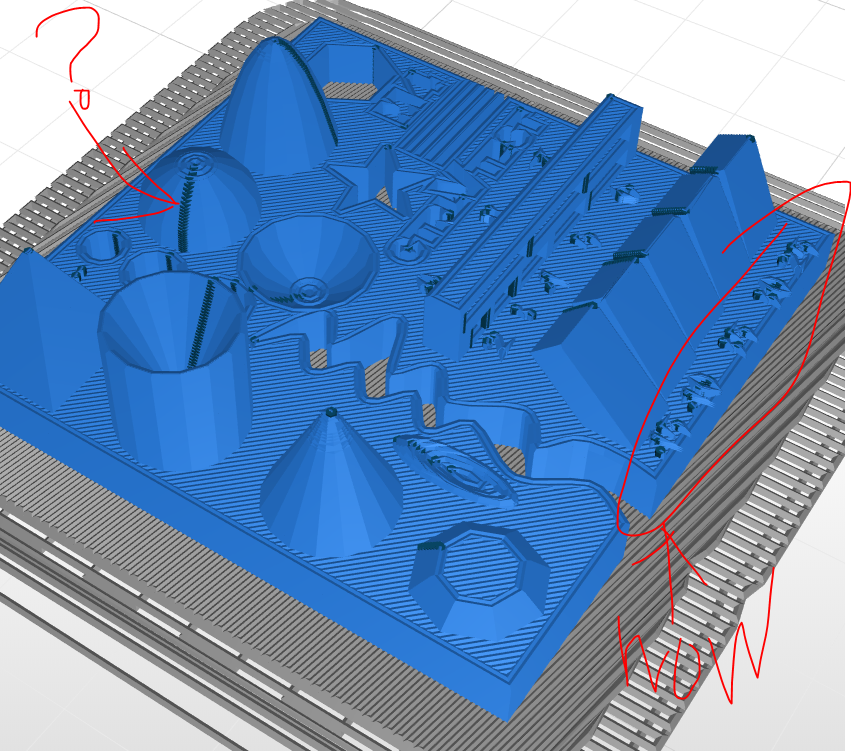
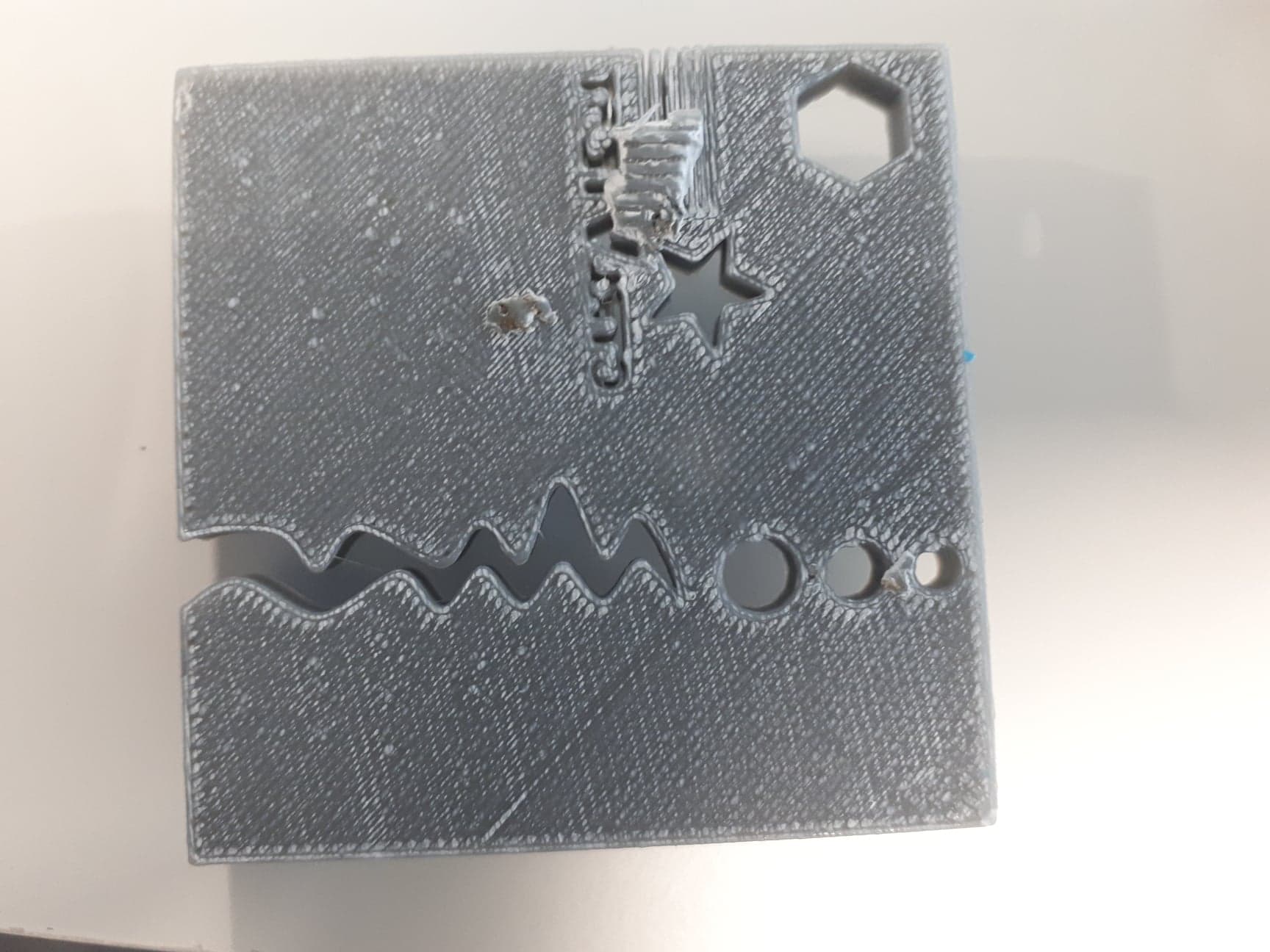
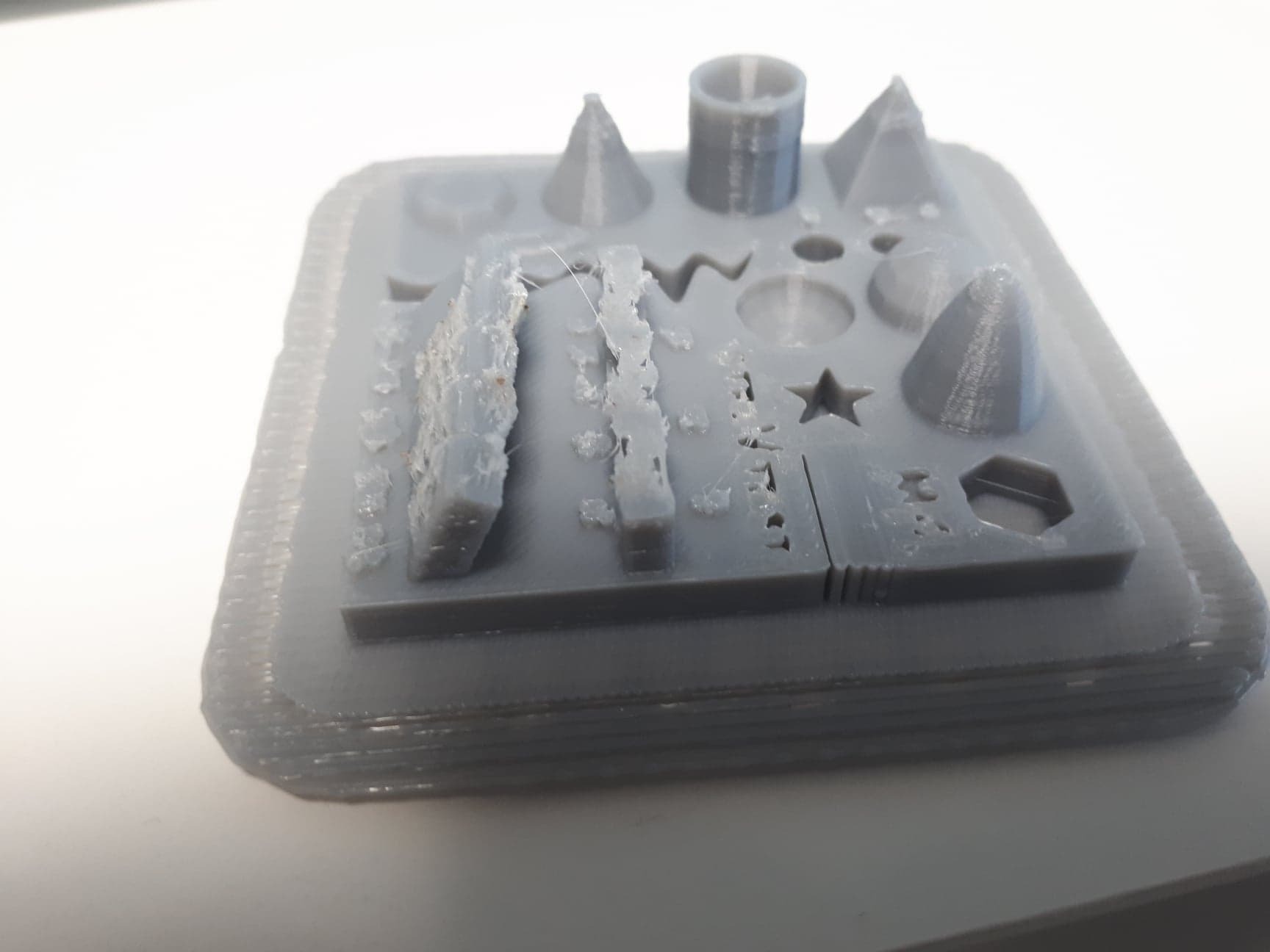
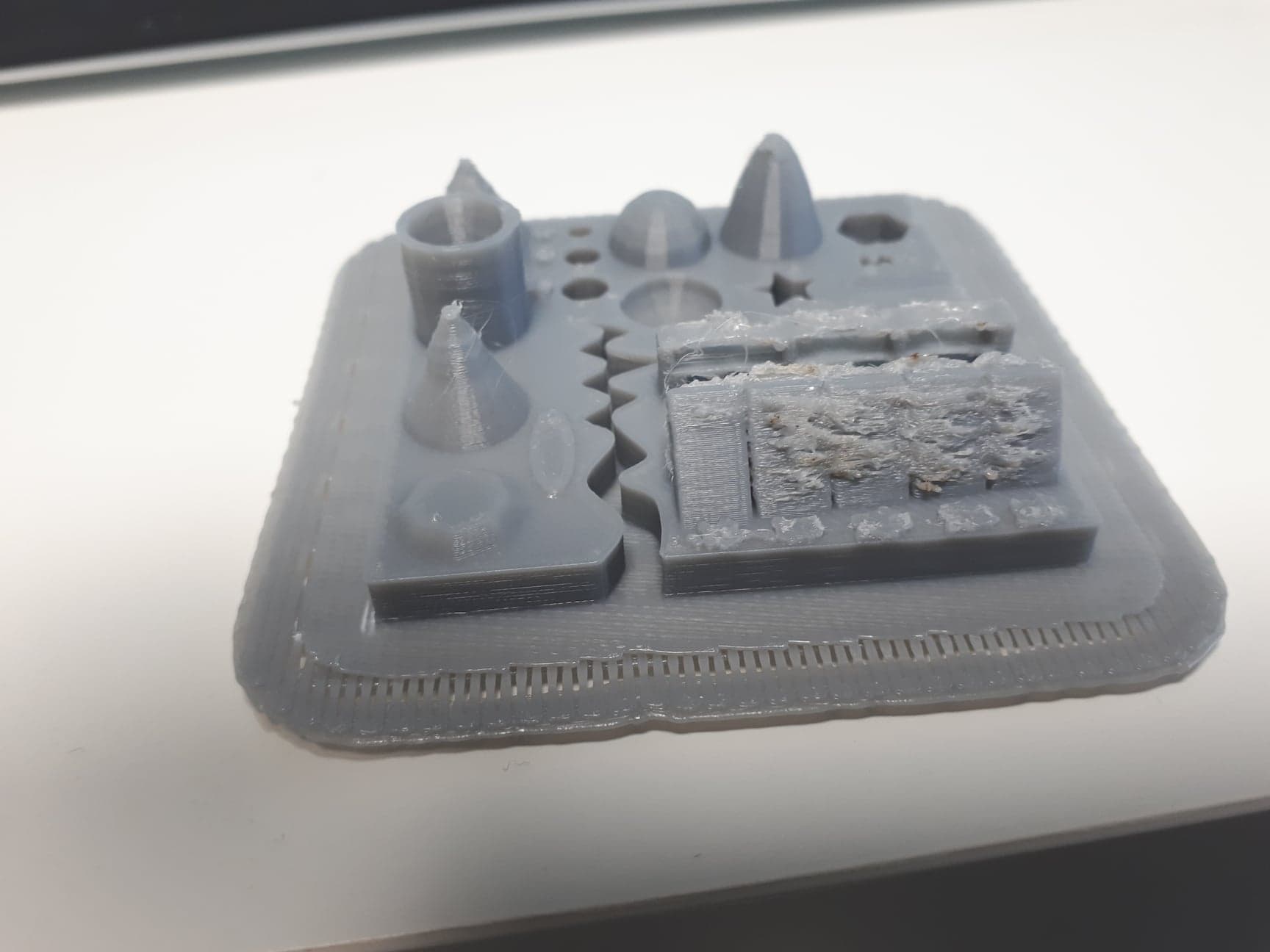
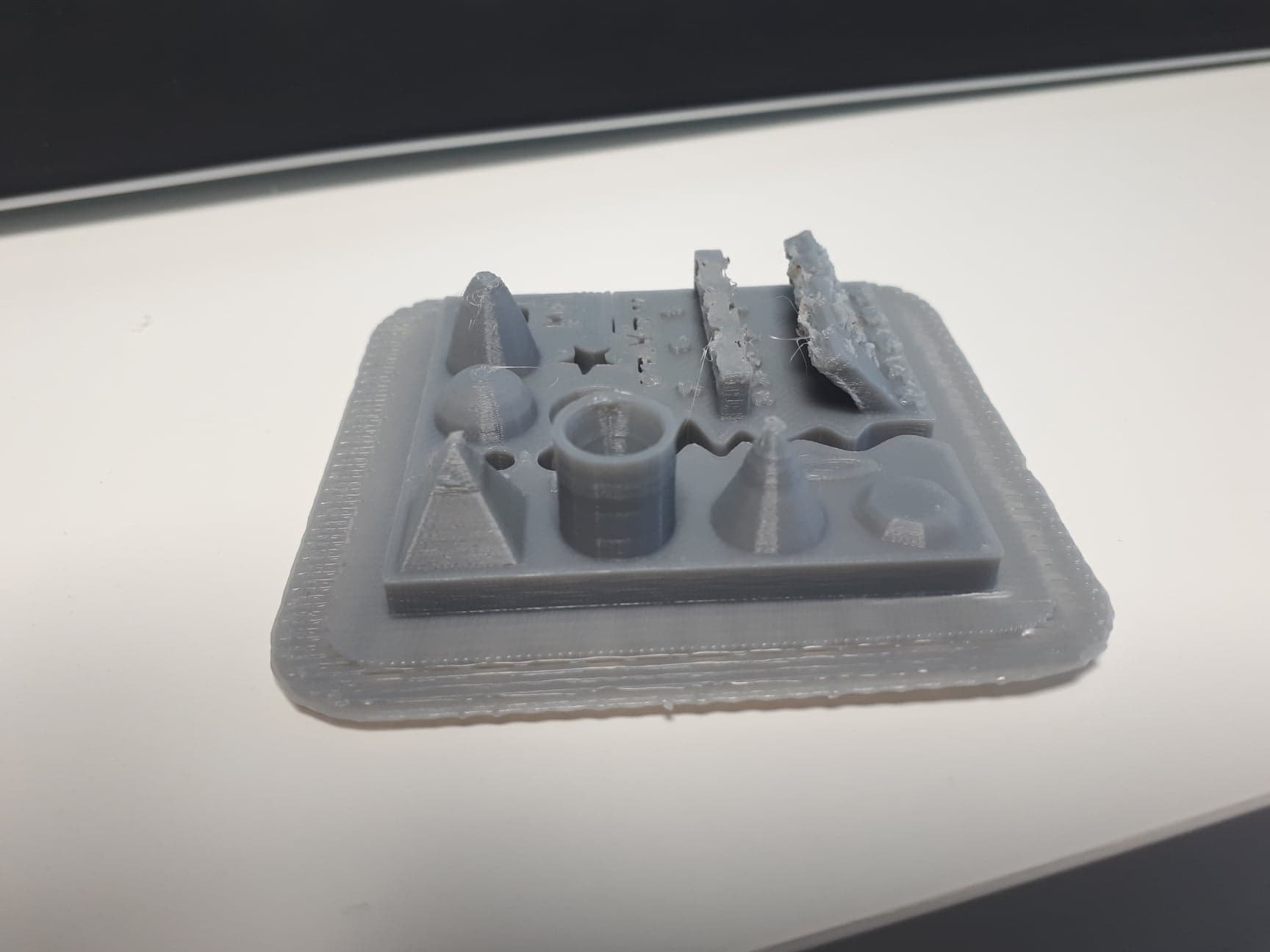
Anyways, about the other prints, other than the lack of small details as stated above I have 2 main problems.
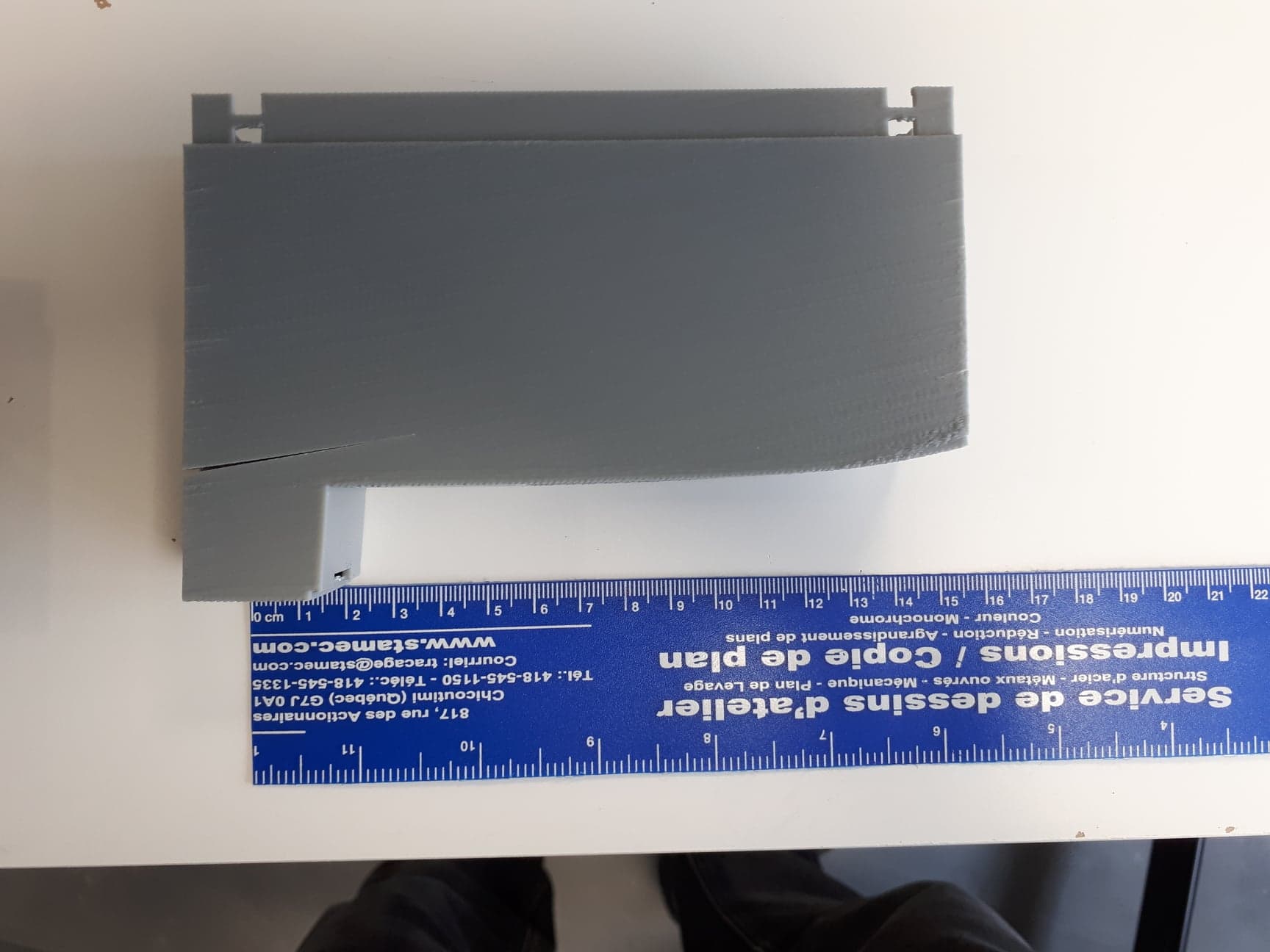
Warping/bended prints
Layers cracking/not adhering
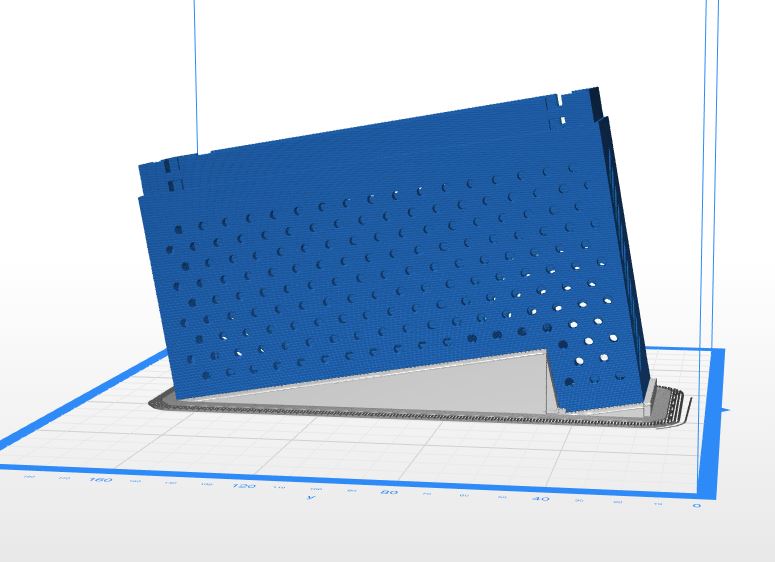
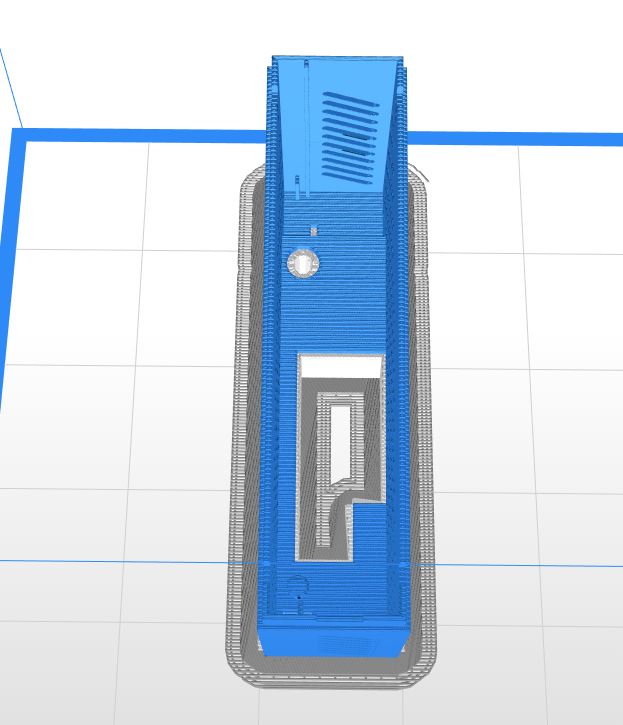
Every time I try to print an object at an angle I get terrible deformation. For instance lets picture a 10cm long U shaped object, well if I print it flat, its not too bad, if I angle it 35 degrees on the side, its bent.
Now, from what you can see on the picture my layers wont adhere either.
I tried ;
NYLON (external)
ABS (external) both normal and TITANX
Z-PCABS
Z-PETG
Z-ULTRA
None have worked and I can’t get an acceptable result.
My printer setup is in a room with stable temperature, I tried both the enclosed and the open M200, many différents settings. Can’t get it to work.
Application version: 2.16.1.0
Estimated print time: 11h 0m
Material usage: 32.85m (78g)
Printer: Zortrax M200
Profile: Last settings
Support type: Editable
Material: Z-ULTRAT
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: High
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.00
Surface layers Top: 6
Surface layers Bottom: 6
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.31 mm
Raft Enabled: Yes
Raft layers: 6
Platform-raft gap: 0.25 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Support Density: 4.00 mm
Gap XY: 0.53
Application version: 2.16.1.0
Estimated print time: 15h 43m
Material usage: 39.59m (94g)
Printer: Zortrax M200
Profile: Last settings
Support type: Editable
Material: Z-ULTRAT
Nozzle diameter: 0.4 mm
Layer: 0.14 mm
Quality: High
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.00
Surface layers Top: 8
Surface layers Bottom: 6
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.31 mm
Raft Enabled: Yes
Raft layers: 6
Platform-raft gap: 0.20 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Support Density: 4.00 mm
Gap XY: 0.53
Application version: 2.15.2.0
Estimated print time: 12h 35m
Material usage: 39.51m (94g)
Printer: Zortrax M200
Profile: Last settings
Support type: Editable
Material: Z-ABS
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: High
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.00
Surface layers Top: 6
Surface layers Bottom: 6
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.31 mm
Raft Enabled: Yes
Raft layers: 6
Platform-raft gap: 0.31 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Support Density: 4.00 mm
Gap XY: 0.31
Application version: 2.16.1.0
Estimated print time: 10h 31m
Material usage: 33.44m (80g)
Printer: Zortrax M200
Profile: TitanX
Support type: Editable
Material: ABS-based filament
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: Default
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.00
Surface layers Top: 6
Surface layers Bottom: 6
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.25 mm
Raft Enabled: Yes
Raft layers: 6
Platform-raft gap: 0.29 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Print speed: +0%
Extruder flow ratio: +0%
Top layer infill (%): 100
Bottom layer infill (%): 100
Extrusion temp.: 275
Platform temp.: 80
Retraction speed: 36
Retraction distance: 0.8
Support Density: 4.00 mm
Gap XY: 0.53
Application version: 2.15.1.0
Estimated print time: 12h 17m
Material usage: 33.48m (97g)
Printer: Zortrax M200
Profile: Last settings
Support type: Automatic
Support: 20°
Material: Z-PCABS
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: High
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.10
Surface layers Top: 7
Surface layers Bottom: 5
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.25 mm
Raft Enabled: Yes
Raft layers: 7
Platform-raft gap: 0.21 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Support Density: 2.50 mm
Gap XY: 0.28
Application version: 2.15.2.0
Estimated print time: 13h 33m
Material usage: 34.61m (105g)
Printer: Zortrax M200
Profile: Last settings
Support type: Editable
Material: Z-PETG
Nozzle diameter: 0.4 mm
Layer: 0.19 mm
Quality: High
Infill: 30%
Fan speed: Auto
Seam: Normal
Outer contours: 0.00
Holes: 0.00
Surface layers Top: 6
Surface layers Bottom: 6
Support Lite: Yes
Smart bridges: Yes
Support offset: No
First layer Density: 100%
First layer Print speed: 100%
First layer Flow ratio: 100%
First layer gap: 0.50 mm
Raft Enabled: Yes
Raft layers: 6
Platform-raft gap: 0.50 mm
Raft Density: 100%
Raft Print speed: 100%
Raft Flow ratio: 100%
Support Density: 4.00 mm
Gap XY: 0.43
I can’t share the files for this one unfortunatly.
Thank for the help.