You can always use manual calibration using business card
Indeed but my printer has an automatic calibration function that i like to use :P
You can always use manual calibration using business card
Indeed but my printer has an automatic calibration function that i like to use :P
Indeed but my printer has an automatic calibration function that i like to use :P
I know but I'm using manual by myself sometimes, especially when I'm in a rush. Anyway, 'old' calibration method should be restored in next update.
If you are having retraction problems, check the set-screw that holds the filament-feeding gear onto the stepper motor shaft, mine was loose...
Marcin, Ultrat builds up on the outside of the nozzle, bakes to a wonderful golden-brown (regardless of it’s original color) and drops off at random points on your print. Happens to me all the time.
Obersved that too when using the original Zortrax Nozzle.
For testing temporarily I've used a "RepRap" 0.4mm and it never happened (printings with 1 ... 2hrs runtime) ... now I'm back to the original and it's occurring again.
I see that the extrusion end of the "RepRap" is slimmer; this shape seems that it doesn't tend much for taking up material.
- Z-ULTRAT is stringing (bad ond M200 and even worse on M300)... please fix retraction
...
- on my M200 theres always Z-Ultrat leaving the nozzle as soon as it's hot (and if I start a print this debris drop on the bed and can even lead to misprints)
+1
I'm working with Z-ULTRAT (Ivory) very much; get also more/less stringing when printing with the Zortrax Nozzle. Same objects printed using a 0.4mm "RepRap" nozzle have less stringing and most times the "strings" are just very thin.
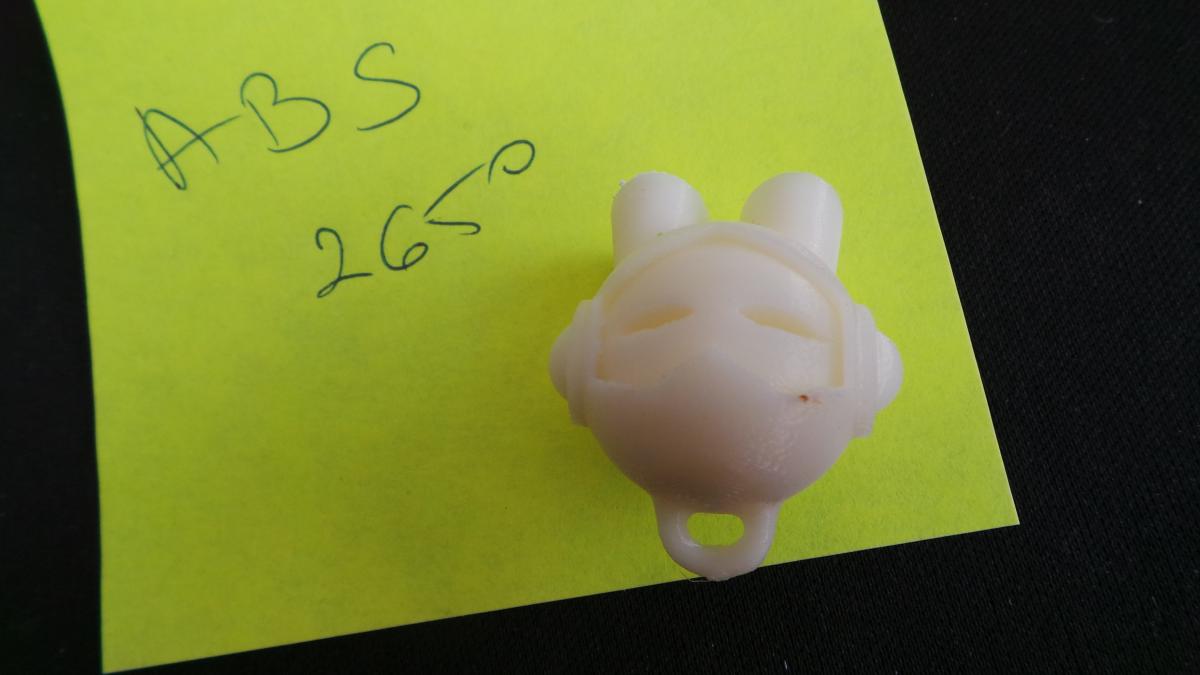
Attached a photo of the well-known Marvin, printed with profile ZORTRAX MATERIALS @0.09, high quality, med infill, no support. The right one was printed with the original Z-Nozzle, left one with a "RepRap" 0.4mm brass -> that stringing on the "lug" shows how it is almost every time.
If I print the Z-ULTRAT Marvin with profile setting EXTERNAL MATERIALS -> ABS-based @245°C, stringing has almost disappeared (+ benefit, that just very less filament is coming out when hotend is heating up)
Only problem: With this profile, Marvin always has that issue on the red marking (regardless if printed by 245°C or 265°C) ... :(
Could be caused by wrong setting of Retraction, Print Speed and Extrusion Flow Ratio because I don't know what's best for Z-ULTRAT.
@Marcin
If possible: For comparison - please could you print that little Marvin on your M200 with Z-Ultrat @0.09mm using
a ) “ZORTRAX MATERIALS” high quality
b ) "EXTERNAL MATERIALS" @265°
- Thanks
There appear to be many different options for "RepRap" nozzles, each which looks to have a slightly different profile. Can anyone recommend a particular source for a nozzle that has less "drooling" than the M200 original?
Thanks!
@Marcin
If possible: For comparison - please could you print that little Marvin on your M200 with Z-Ultrat @0.09mm using
a ) “ZORTRAX MATERIALS” high quality
b ) "EXTERNAL MATERIALS" @265°
- Thanks

Walking into 30+ printers print room atm is suicide :) First marvin is being printed.
Walking into 30+ printers print room atm is suicide :) First marvin is being printed.
Post a picture of this print room Marcin, a behind the scene exclusive :P
hard to spot a difference tbh
4269
4270
4271
4272
4273
4274
4275
4276
Hello,i'm wondering,is there any reason heating process of the bed and the extruder to be separately.It's very annoying,when i switch on the printer and start printing,i have to wait first heating the bed and after that heating extruder.I think,there is enough place on the display(without circle graphics) to be displayed both together(if they're heating simultaniosly).
hard to spot a difference tbh
Thanks, Marvin
- sorry - Marcin!
:lol: ;)
Regarding the new available settings under External Materials:
With Zortrax Materials and Z-Ultrat@0.09 I've made a recording with my cam.
Then I compared it in slow motion with print-recordings using External Materials and variants on "Retraction Distance" (0.5 / 1.0 / 1.5mm).
If my observations are right, then Retraction Distance looks like 1.0mm ...
So to be sure ... pls can you tell us the default settings for Retraction -Distance/-Speed, Print Speed and Extrusion Flow Ratio for Z-Ultrat?
Thanks, Marvin
- sorry - Marcin!
:lol: ;)
Regarding the new available settings under External Materials:
With Zortrax Materials and Z-Ultrat@0.09 I've made a recording with my cam.
Then I compared it in slow motion with print-recordings using External Materials and variants on "Retraction Distance" (0.5 / 1.0 / 1.5mm).
If my observations are right, then Retraction Distance looks like 1.0mm ...
So to be sure ... pls can you tell us the default settings for Retraction -Distance/-Speed, Print Speed and Extrusion Flow Ratio for Z-Ultrat?
I myself would like Zortrax to add Ultrat external material profile. What you hiding Marcin? hmm? im suspicious about you ;) :ph34r:
The default retraction distance is 0.5mm for each material but Z-Glass. Retraction speed is the same at least for ABS and UltraT but I think it's more or less the same for most materials (maybe except Z-Glass - too lazy to check).
Also the diverse printing speeds are very similar for ABS and UltraT (there are lots of them for contour, infill, support, raft layers etc.).
The extrusion might be a bit higher for UltraT, at least slicing the same model seems to result in a larger material usage for UltraT.
At least in the example I just checked, the fan profile was quite different though. Seems like ABS used 100% almost all the time compared to a medium level for UltraT.
Then again, we know that there are issues with the fan profile (and some other things) since 1.8.x. So maybe these differences are not really desired.
All in all, I would expect good results with the ABS profile for UltraT as long as the extruder temperature is lowered a bit (260°C).
Regarding the new available settings under External Materials:Then I compared it in slow motion with print-recordings using External Materials and variants on "Retraction Distance" (0.5 / 1.0 / 1.5mm).
If my observations are right, then Retraction Distance looks like 1.0mm ...
So to be sure ... pls can you tell us the default settings for Retraction -Distance/-Speed, Print Speed and Extrusion Flow Ratio for Z-Ultrat?
Thanks, Marvin
- sorry - Marcin!
:lol: ;)
Regarding the new available settings under External Materials:
With Zortrax Materials and Z-Ultrat@0.09 I've made a recording with my cam.
Then I compared it in slow motion with print-recordings using External Materials and variants on "Retraction Distance" (0.5 / 1.0 / 1.5mm).
If my observations are right, then Retraction Distance looks like 1.0mm ...
So to be sure ... pls can you tell us the default settings for Retraction -Distance/-Speed, Print Speed and Extrusion Flow Ratio for Z-Ultrat?
Retraction distance for Ultrat is 1,5. R. Speed is the same as ABS. Print speed and extrusion flow ratio are components of few parameters.
I myself would like Zortrax to add Ultrat external material profile. What you hiding Marcin? hmm? im suspicious about you ;) :ph34r:
Nothing :> ULTRAT is pretty much ABS with some 'magic' ingredients. You wont find any other ULTRAT filaments on market so whats the point creating ULTRAT Based profile?
ULTRAT:

pls pls pls PLS make the loading filament routine as it used to be (or put an option on menu)... we have lots of m200 around and most of the time when we put one to load we go around to do something else, previously we returned to find the filament already loaded. Now the process times out as it waits for user to press ok, and we normally go through it again (and again and again!)...
ty!
I really like the fact that it beeps and waits for another button press on both load and unload. I didn't know that it eventually times out, though; I don't mind, but I wouldn't mind if it didn't time out, either.
pls pls pls PLS make the loading filament routine as it used to be (or put an option on menu)... we have lots of m200 around and most of the time when we put one to load we go around to do something else, previously we returned to find the filament already loaded. Now the process times out as it waits for user to press ok, and we normally go through it again (and again and again!)...
ty!
pls pls pls PLS make the loading filament routine as it used to be (or put an option on menu)... we have lots of m200 around and most of the time when we put one to load we go around to do something else, previously we returned to find the filament already loaded. Now the process times out as it waits for user to press ok, and we normally go through it again (and again and again!)...
ty!
I believe that making it optionable should be fair ;)
Retraction distance for Ultrat is 1,5. R. Speed is the same as ABS. Print speed and extrusion flow ratio are components of few parameters.
Thanxs Marcin.
Again regarding Z-ULRAT:
I guess, 1.5mm R. Speed is used for both, Normal and High Quality - can you confirm that?
It's clear, that Print Speed and EFR has different settings regarding Normal and High Quality.
Would be very kind, if you could tell what settings are used by the Z-Suite slicer.
:)
Thanxs Marcin.
Again regarding Z-ULRAT:
I guess, 1.5mm R. Speed is used for both, Normal and High Quality - can you confirm that?
It’s clear, that Print Speed and EFR has different settings regarding Normal and High Quality.
Would be very kind, if you could tell what settings are used by the Z-Suite slicer.
I can confirm, 1.5mm is used for both - Normal and High quality.
As for Print Speed and EFR - every type of layer, contour, infill has its own speed and flow ratio. Its between 1000-3000 mm/min(support and raft are printed faster). Z-Suite Print speed regulates about 10+ values. EFR is very much similar in both, High and Normal.
I'm really puzzled that Marcin claims that Z-Suite would use 1.5mm retraction for Z-Ultrat. As far as I can tell, Z-Suite never did that and still doesn't do that for any other material than Z-Glass.
As it was mentioned several times, Z-Ultrat is very similar to Z-ABS and that includes the 0.5mm retraction setting.
Actually I just checked it again for a recent "140µm" Z-Ultrat ZCode created with Z-Suite 1.10.0 to be 100% sure and it's 0.5mm as expected.
I'm really puzzled that Marcin claims that Z-Suite would use 1.5mm retraction for Z-Ultrat. As far as I can tell, Z-Suite never did that and still doesn't do that for any other material than Z-Glass.
As it was mentioned several times, Z-Ultrat is very similar to Z-ABS and that includes the 0.5mm retraction setting.
Actually I just checked it again for a recent "140µm" Z-Ultrat ZCode created with Z-Suite 1.10.0 to be 100% sure and it's 0.5mm as expected.
I've double checked it - Ultrat has 1.5 @ 0,09 (high & normal) , 0,14 & 0,19 got 0,5.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}