Please excuse me, I have sent this to support [no response yet] but I thought I would ask in the forums too...
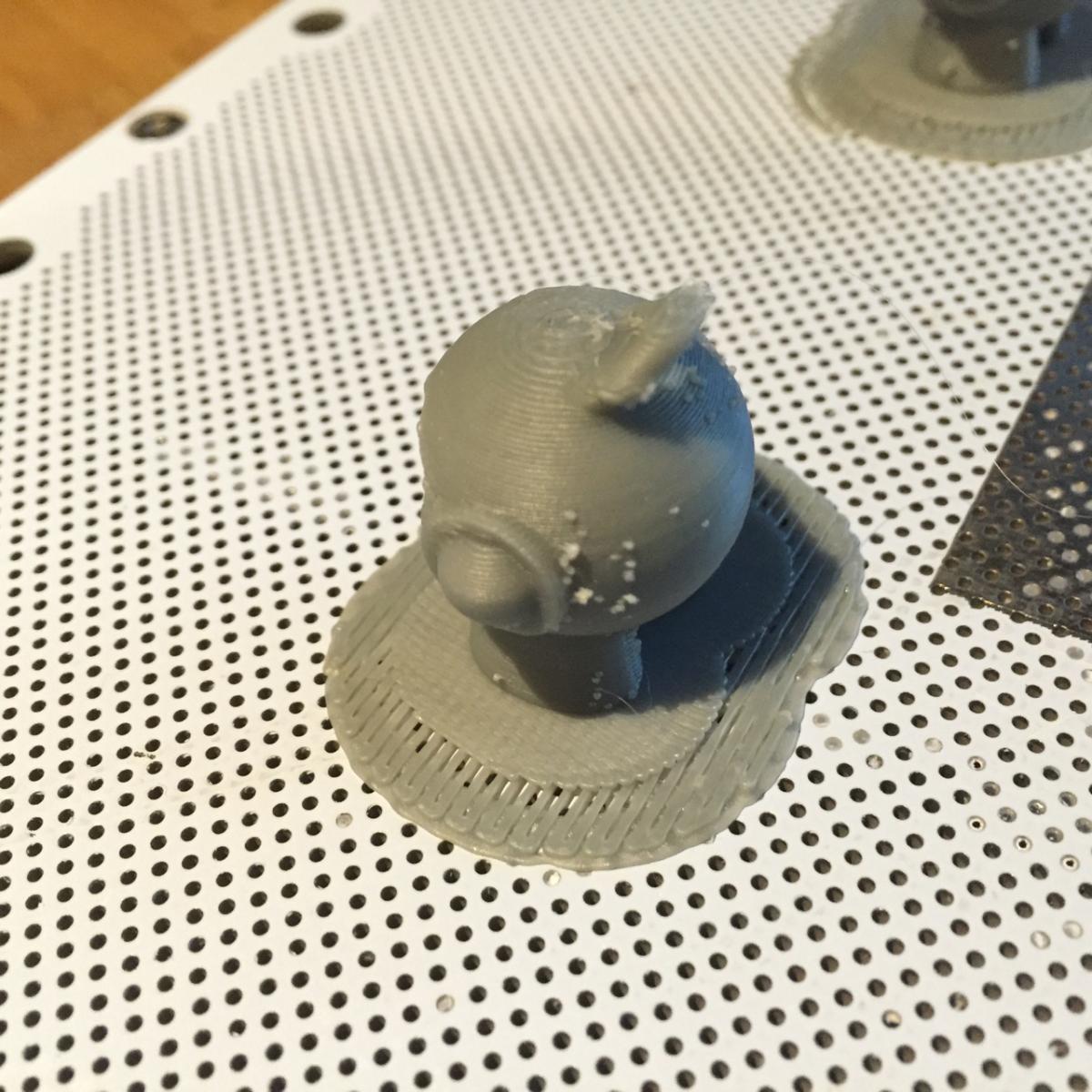
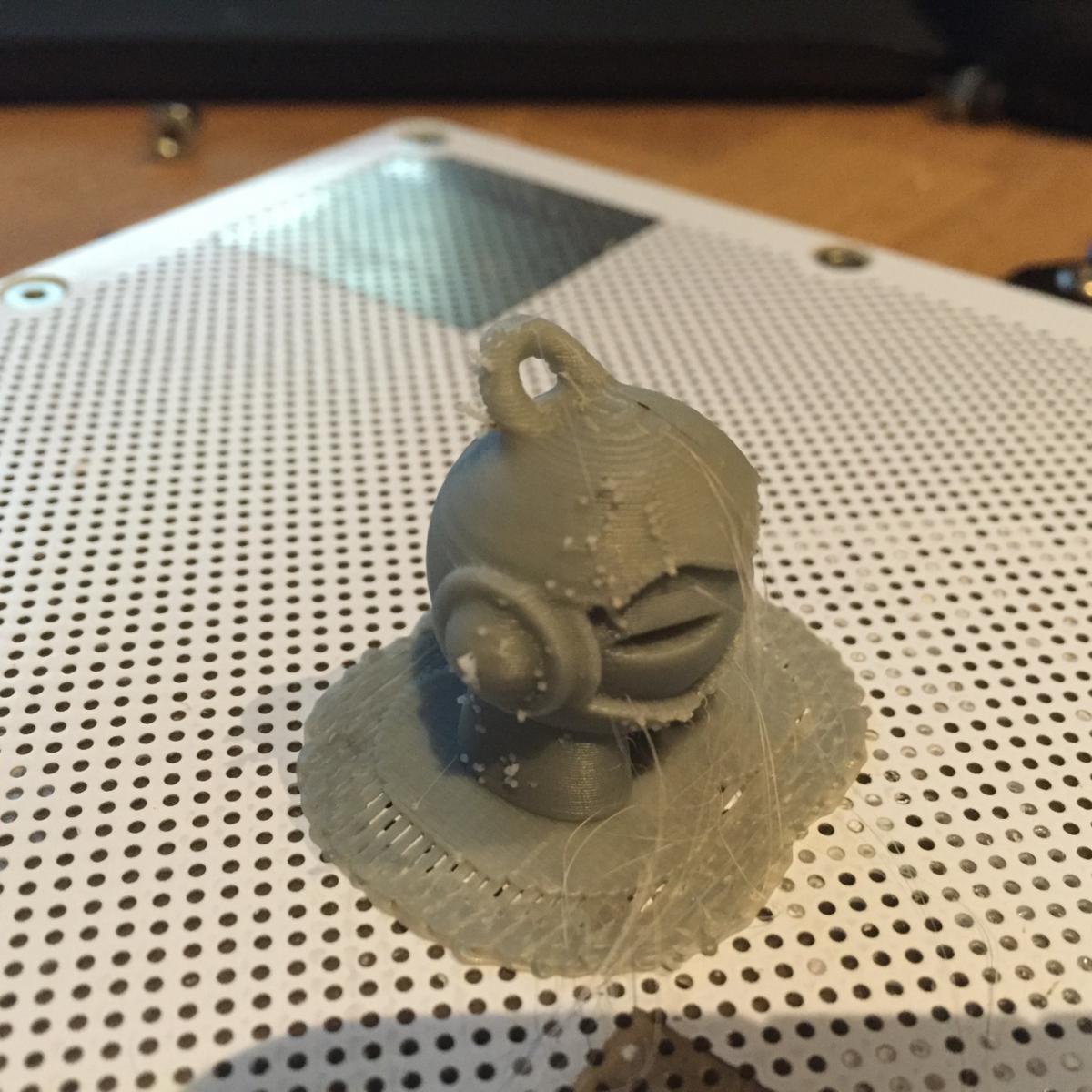
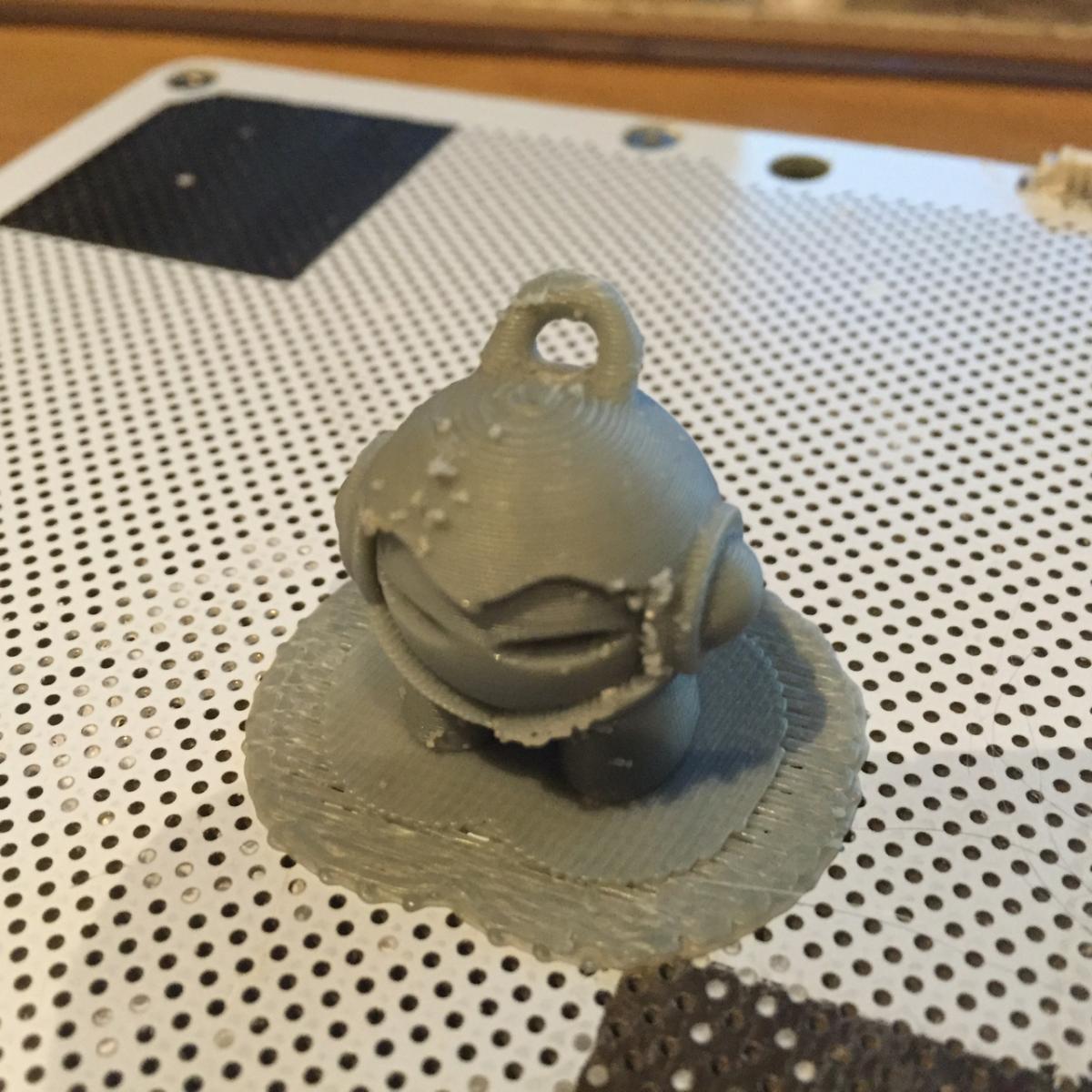
I'm getting a lot of nodes & stringing on prints from head moving. Also getting burn marks on prints, but in the same spot on every print, even when duped across the plate:
Prints have burn marks visible on them, and there are *lots* of strings on prints when the head moves to another area of the plate. Printer has probably only done 7 print runs, 4 of which have these symptoms, mostly marvins. The only time there is no strings is when printing a single object on the plate. Burn marks appear at the same place on marvin, even if he is repeated 4 times on the plate.
The nodes/strings follow the movement of the head, so I guess there's a retraction or over extrusion issue.
I have tried the following, and combinations thereof:
0.09mm - lots of burn
1.9mm - less burn but still slight
Auto fan
100% fan [I thought maybe the fan was blowing material off the nozzle but it's not]
Medium fill
Solid fill
Fast speed
Normal speed
Problems exist regardless of combination. Please help, printer is less than a week old.
Fan is definitely working, will check another spool.
I can measure the hotend temp with a gun, is there a way of monitoring it on the unit? Also what temp should it be running at for ZABS?
Support replied saying to use default settings, I’ve just tried that and get exactly the same problem. You can see the threads stretching across from one model to the next.
Fan is definitely working, will check another spool.
I can measure the hotend temp with a gun, is there a way of monitoring it on the unit? Also what temp should it be running at for ZABS?
Support replied saying to use default settings, I’ve just tried that and get exactly the same problem. You can see the threads stretching across from one model to the next.
Many thanks
Nick
The Z-Temp provides an output to which you can connect a voltmeter to read the amplified/compensated/buffered voltage from the thermocouple inside the hot end. Multiply that by 200 and you have degrees C.
Z-ABS profile launches at around 280º and settles to 275-276 during raft printing on my two M200's.
Clean the nozzle with a brass brush when heated. Pull the little bit of plastic off that hangs down right before print starts with tweezers. This will help keep from getting filament on nozzle that burns and runs off onto print. I do this before every print. No problems with white..
I have been cleaning the nozzle as a matter of course, so there is not ABS attached, unfortunately these nodes are on nearly every layer, I'd have to clean the printer during prints which I don't think is possible...
I will try again though :) I'm just burning my way through filament here though, and not getting any decent prints done.
As I can see you have experience with 3D printing on open-source machines — you disabled support and printed two models to prevent overheating. Although it's good while printing with PLA using open-source software it's not good for M200. This machine is aimed to professionals who usually don't have time (and don't want) to learn 3D printing techniques - you can get best results using all standard settings, uploading only one copy of the model that you want to print. Just try to print as the beginner - "next, next, next".
In attachment you can see a sample that was printed on Z-ABS at layer height 0,14mm, default settings just from the printer and after support removal (4 minutes).
Please try to use .zcode file that I attached to this post.
I understand what you mean about the support material, but if I could easily model an object [not marvin] which would not need support material, which would have the same problem of nodes/strings coming off... I will do it now if you like.
The strings/nodes are coming off the top of his head...
Please send me (PM) your .zcode file of the two Marvins - we will print it in our machines and check the quality and compare it to your prints - we will improve retraction settings if we will get same results.
Please send me (PM) your .zcode file of the two Marvins - we will print it in our machines and check the quality and compare it to your prints - we will improve retraction settings if we will get same results.
That’s the kind of response / interaction I would like to see more in this forum (less disclaimers, more interaction with support and development).
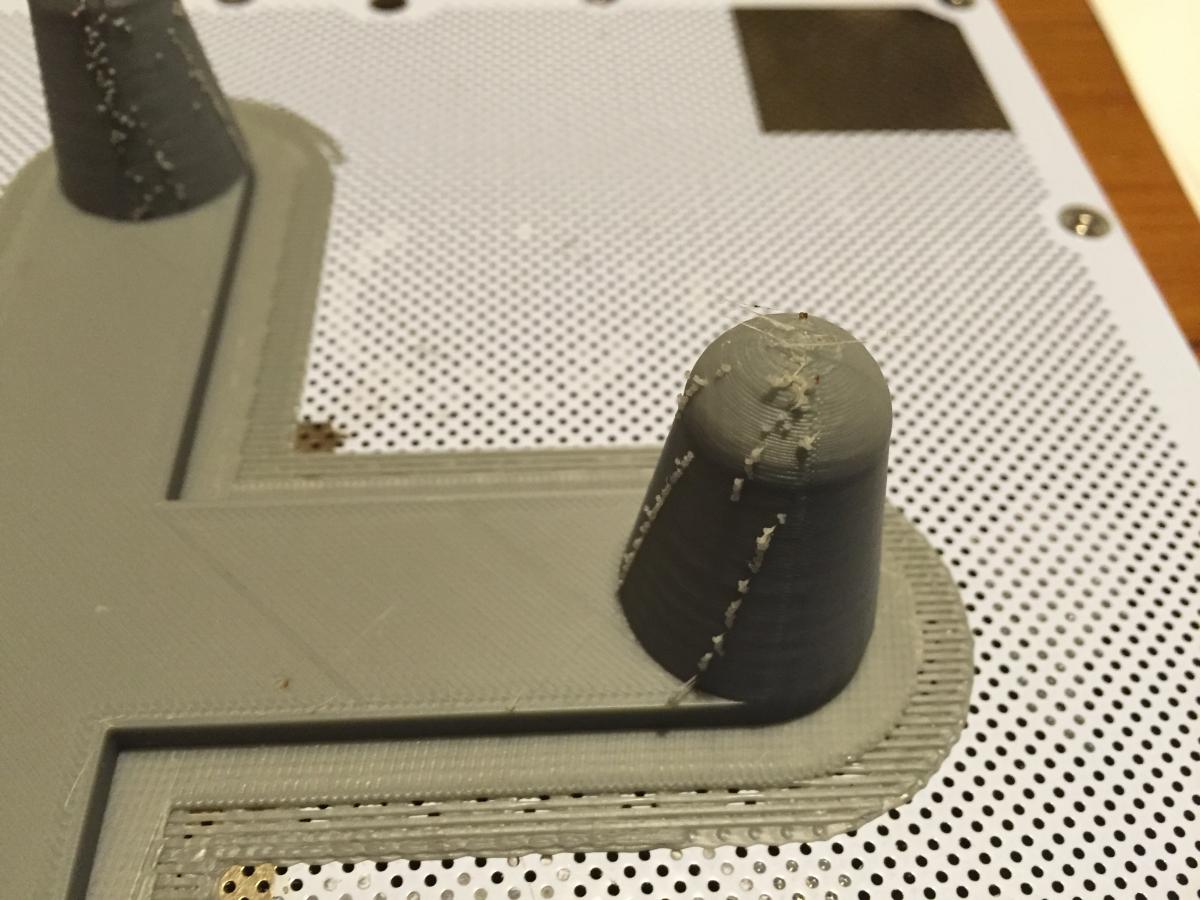
Cool I will PM z-code code now... would be great to see what your results are.I will also do a run of 3 hemispheres connected by a flat cross which should show whether the problem is related to duplication of a mesh on the build plate.
OK, so worth looking at the Z-code if you can, I have just compared 2 seats of the prints which were stringy, one in white and one in grey [ZABS], all of the nodes and strings are in the same place on both sets of prints.
That would suggest an issue with the slicing/Z-suite. However we should be able to print multiples of an object [without support, if we choose] without problems...
That said, I am still doing a test object. I will post the results
Clean the nozzle with a brass brush when heated. Pull the little bit of plastic off that hangs down right before print starts with tweezers. This will help keep from getting filament on nozzle that burns and runs off onto print. I do this before every print. No problems with white..
That's the kind of response / interaction I would like to see more in this forum (less disclaimers, more interaction with support and development).
While the Z team can be "prickly" sometimes about mods and using other filaments, I've found they are heavily committed to improving their software, and I've seen them openly admit fault or room for improvement before.
I've found that they are fast with bugtracker and generally the Z suite has moved forward in performance in the time I've owned these machines.
Back on track...
Dogboy, try the basics first:
Remove nozzle hot, extrude with no nozzle in, fit PROPERLY cleaned nozzle hot, extrude again.
Level the bed carefully, making sure to clean the nozzle tip and perf board contacts with acetone first.
Clean the nozzle between prints as mentioned above and make sure to keep removing the "tail" of plastic that forms as the nozzle heats with tweezers. Don't let it curl up and stick to the nozzle.
I really appreciate the advice, but these "basics" are all engrained in my behaviour from using other bots, I clean meticulously and that nozzle has been cleaned 3 times, with acetone, in less than the week I have had it. Today it has soaked for 6 hours, been cleaned and threaded with the supplied tools. Perfboard has been rubbed down fully with acetone as per maintenance guide.
I've got to be honest, apart from those strings, the prints are amazing, totally perfect, it just seems like a retraction issue when travelling from one island to another.
I'm used to first gen Printrbots that require 50mm of air extrusion before printing just to make sure they have even flow, so I'm more than used to managing a bit of ooze... the point of the Zortrax was to get a machine that could be relied on without too much tweaking,unfortunately no tweaking is addressing this issue.
I've been in touch with the reseller to try and arrange an exchange, I'm convinced this is mechanical problem, or failing that software, but I'm not going to stand by a piece of hardware that has had the same problem on pretty much every print that has separate vertical sections.
On top of that, it makes a really loud vibrating noise when the head moves from front left to rear left, I'm just not happy with the QC on this particular machine. I will request a replacement and hope that it doesn't have the same problems.
If anyone from Zortrax identifies a software issue, or z-code issue it'd be good to know.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}