I saw the video from Trhuster about testing "3D printing sphere with one and two fans", and I think that none of these prints show nice et smooth aspects all around the sphere.
I'd notice that same problems are shown with other printers than Zortrax (even in avertissements :rolleyes:)
Is there a problem for printing such a shape ?
Perhaps Z-Suite have fixe it since february 2014 ?
My test was without support just beacuse i was curious if 2 fans would help. And this problem exists in all FDM printers i think. You can try and use alot off support when printing rounded undersides and it can be better.
Is it possible, with Z-Suite, to get support outside and not inside when printing empty closed shapes ?
Yes, I believe the "mesh" option in the new Z-Suite does this. In the Up software this option is called "shell", which is really more descriptive; Zortrax "shell" option does something different.
Yes, I believe the "mesh" option in the new Z-Suite does this. In the Up software this option is called "shell", which is really more descriptive; Zortrax "shell" option does something different.
FDM printers can be actually good at printing spheres. It depends on configuration, mesh mode on zortrax can be very nice. I've already try on a "complex" part and it went perfect.
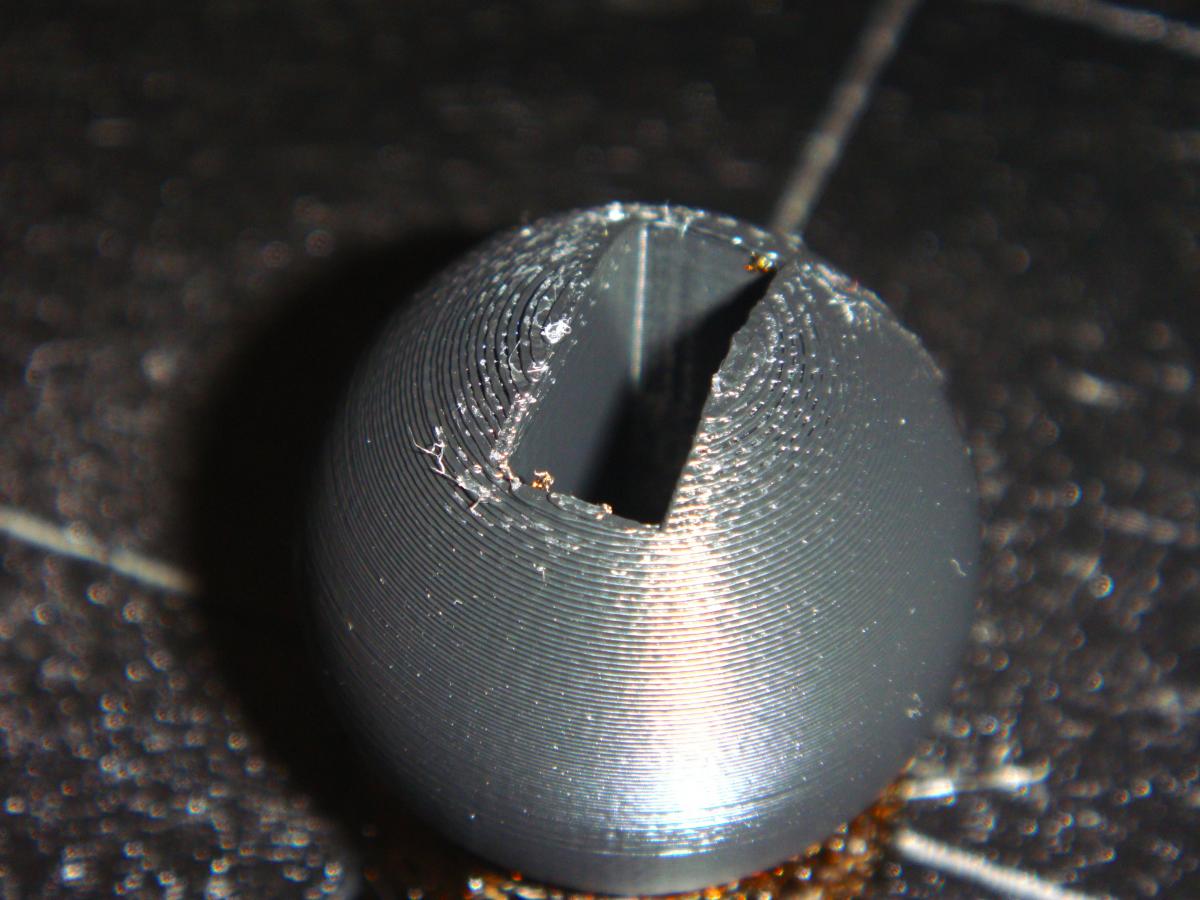
Have my new M200 just started to print a sphere and its a disaster. I normally print on Dimension Elite which gives very exact spheres but what happens with my new M200 is unbearable.
Anyone an idea how to the printer to do what he should?Bottom side is bound any acceptance and top side with some sanding could be repaired but as it is my clients would hang me if i deliver such a crap.
I am a bit spoiled with my actual printer where i don't have to do all this extra work like leveling etc. Everything goes automatic and since 4 years not a single problem. With the m200 after unpacking i have spend more hours so far in getting him to run(setting up and leveling etc.) then with my other printer in 4 years.
So if anybody knows how to solve this Problem ( see Photos) please let me participate in this knowledge.
Two different worlds even when they are not trouble free, dimension are solid tested printers.
Zortrax is still on developing and I hope with time they come along with solutions for this kind of parts, yes it's terrible for circular paths maybe some adjustment on movements on x,y but this might be fixed on next firmware....
I will be running some tests also and share what can I find...
Have my new M200 just started to print a sphere and its a disaster. I normally print on Dimension Elite which gives very exact spheres but what happens with my new M200 is unbearable.
Anyone an idea how to the printer to do what he should?Bottom side is bound any acceptance and top side with some sanding could be repaired but as it is my clients would hang me if i deliver such a crap.
I am a bit spoiled with my actual printer where i don't have to do all this extra work like leveling etc. Everything goes automatic and since 4 years not a single problem. With the m200 after unpacking i have spend more hours so far in getting him to run(setting up and leveling etc.) then with my other printer in 4 years.
So if anybody knows how to solve this Problem ( see Photos) please let me participate in this knowledge.
Layer thickness is 0.09, 20 degree support, fan speed automatic, speed normal. The opening is to mount it on the end of a gas handle of a bike. I am just printing the same on the dimension elite, as soon its ready i post a photo. Its my first sphere i am doing normally i have no jobs regarding spheres.
The diameter of the sphere is 27 mm. here the stl. file of the print.379
Your fan should be increased as your layers are getting to hot at the bottom of the print and most likely to hot at the top especially since your printing at a lower layer height
Your fan should be increased as your layers are getting to hot at the bottom of the print and most likely to hot at the top especially since your printing at a lower layer height
Or make a dummy object or second sphere on the same print so that the extruder has to move away and allow the layer to cool a bit.
I saw problem with bottom of spherical objects with all ABS/PLA etc. printers on the market (excluding Dimension with soluble support), maybe Zortrax is able to tune it a little.
Dimension 1200 use a lot of support maybe it is even 80 degree of support and it is fully soluble support, you can try to increase support with Zortrax or just send to them your .stl file to check.
Due of your sphere is very small then FAN SPEED option should be around 60-100% (more big value then weaker but more quality part you will get) and increasing it is good idea only with tiny prints.
“Everything goes automatic and since 4 years not a single problem.”
You forgot to mention that with Dimension 1200 4 years visits of service guy costs more than few pcs. of Zortrax My Dimension cannot withstand few months without service call and any maintenance without service guy take long days for simple repairs my love to Dimension gone after first bills for servicing it, now I’m in love with M200. Zortrax somehow at this price tag is very easy to setup and maintenance.
You just need to become more friendly with Zortrax and it will pay you back, 1\10 price of Dimension and 1\10 price of material give for me possibility to running Zortrax 24h without any care about material, machine, service and Dimension is just used time to time in critical moments, but if this is not your money or you just work for company when someone else control budget and service calls etc. leaving you without care about money then the best option was just Objet it produce the most perfect parts as possible today but also it use different more expensive technology - spoiler alert: 4 digits amount to single refill material and support for it
Well here the print with Dimension elite, you are right regarding service costs , had to do one service 1 year ago and it took some 850 Euro to do. As well a new printing head is over 5000 Euro, but on the other hand in 4 years i spend only the 850 and the earnings are way over 25000. So the machine is payed and the service too and still some money left after taxes.
I find the cooling advices very encouraging and will work on a circular cooling around the nozzle to get a better and instant cooling of the print without cooling the nozzle. The existing cooling is somehow displaced regarding the area which has to be cooled. Regarding the Dimension print it does not kick me from my chair but with some Aceton vapor the rough surface can be smoothened. In the photo you see the brown mass is the support just broken away and the black should be the less perfect sphere. I agree that i have to get in love with my new printer and try to understand better how he works and what are the strings and weaks.
Thanks a lot to you all which gave me back the hope that some day i will manage this printer.
Objet is good for quality but as mentioned a pain for refilling... And they are not multimaterials if you do that you will be wasting on each change at least 300 USD for material change.
@rafal I can share with you a lot of information from ssys, more than pictures just contact me offline this platform.


 My Dimension cannot withstand few months without service call and any maintenance without service guy take long days for simple repairs my love to Dimension gone after first bills for servicing it, now I’m in love with M200. Zortrax somehow at this price tag is very easy to setup and maintenance.
My Dimension cannot withstand few months without service call and any maintenance without service guy take long days for simple repairs my love to Dimension gone after first bills for servicing it, now I’m in love with M200. Zortrax somehow at this price tag is very easy to setup and maintenance.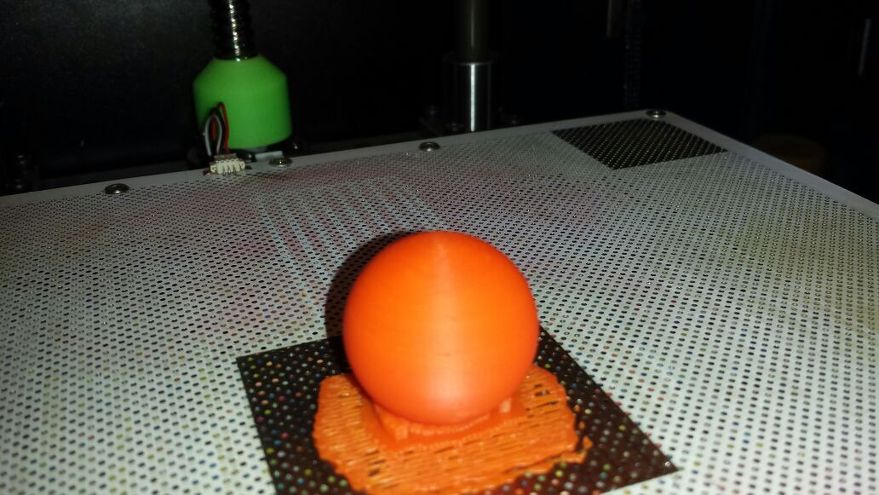



{kind=link}
{kind=link}