Two minor complaints; the text and buttons are now annoyingly small, and the layer height drop down box partially covers the speed setting. I'll post details in bug tracker later once I get home.
Really hard for old people like me to read the small, thin, faint text. But, as Filip said about the details of the new bridging algorithm, this is probably "not important for average user anyway", so never mind.
only reason i asked for more details is because knowing how it works can help you when designing parts. in general we avoid situations that would need difficult support removal, but knowing when this feature kicks in, would lead to more clever design choices. until we get (if ever) selective support removal within zsuite.
only reason i asked for more details is because knowing how it works can help you when designing parts. in general we avoid situations that would need difficult support removal, but knowing when this feature kicks in, would lead to more clever design choices. until we get (if ever) selective support removal within zsuite.
Yes. Up gives their users the ability to control this via the "minimum support area" parameter. It is not difficult to understand, even for an "average" user, whoever that is...
The issue (at least for me) isn't that it won't do smaller, it's that it won't reliably do infill from 1~2.5mm, and it waits for a part to be thick enough to do zigg-zagg instead of just doing multiple shells which would be higher strength, look nicer and ever print quicker with less wear since it's smooth travel. Extremely aggravating, and it could be fixed with something as simple as number of shells option.
But I would really appreciate a single wall setting, and since it can print support at this thickness I see no reason it couldn't do it for a part.
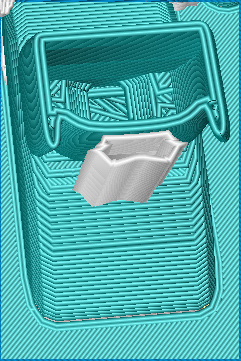
The detached walls bug only happens when wall thickness is greater then 1mm and smaller then 1.5mm. I know because I made a test print with all the possibile small sizes to check what to avoid. This bug is present since any version I tried from 0.7 on so I hope that it will be fixed in a Soonday release but I don't expect it so soon. Maybe we should open a bugtracker for this.
In the meantime just avoid walls like 1.2-1.3mm or 0.05" and you'll be safe.
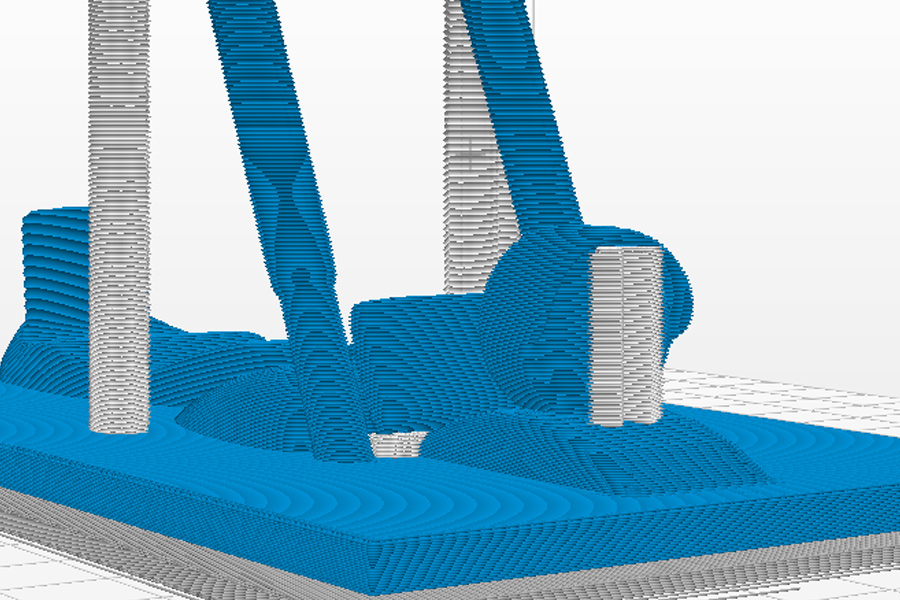
Just started with the V1.0, and it seems just a bit deeper than a pure facelift. I really do like the interface now; it's very slick/clean, and I love how nicely the models and paths (light support and now infill - kudos!) are shown (very 3d-ish). And there are other areas I see improvement in as well such as model loading and slicing times (BIG improvement here for high mesh densities - good job Z!), and horizontal features under some set size won't have support generated. But the number one thing I was waiting for has failed to materialize - thin wall improvements. I have lost track of the time I have spent going back and forth between CAD and z-ware trying to get walls to print as close as I can to how I want them. Come on Z-Team, I know you can do it.
You can't have perfect matching in wall thickness accuracy, this is unfortunately not a zortrax fault but it is due to the mechanical limits of the machine and it's also one of limits of the FDM printing process. Pulleys, shafts and stepper motors have some tolerance, (call it "error") when moving so fast back and forth or rotating along a shaft, and this error is someway multipied for all the layers deposited one on top of the other in a given spot (the spot you are willing to measure). Add to this the natural material's shrinking and expansion due to heat, minimal over or under extrusions while printing and a few tens of other trascurable factors and you're done. Some better compensation could be done in software for specific situations, but an error will there always be. Zortrax in this already did a good job since it's the most accurated FDM printer around, obviously we expect they'll improve it even further, but I wouldn't really complain in this area.
Here two good in depths of some of the many factors affecting the FDM printing process:
The detached walls bug only happens when wall thickness is greater then 1mm and smaller then 1.5mm. I know because I made a test print with all the possibile small sizes to check what to avoid. This bug is present since any version I tried from 0.7 on so I hope that it will be fixed in a Soonday release but I don't expect it so soon. Maybe we should open a bugtracker for this.
In the meantime just avoid walls like 1.2-1.3mm or 0.05" and you'll be safe.
I have not found that to be true. I'm not sure how thick the walls need to be to guarantee infill, but in my bug report in the tracker you will see 2 mm walls with no infill, and I have tried the same part with up to 2.5 mm walls. The infill is unpredictable, depends on rotation, position on the grid, wall penetrations, and probably other things. I have multiple instances of the same wall being filled at the bottom but not near the top or vice versa, seems to change at wall penetrations. A simple single wall in one orientation can be misleading.
I wish I could find a combination of thickness and print parameters that was "safe".
You can't have perfect matching in wall thickness accuracy, this is unfortunately not a zortrax fault but it is due to the mechanical limits of the machine and it's also one of limits of the FDM printing process. Pulleys, shafts and stepper motors have some tolerance, (call it "error") when moving so fast back and forth or rotating along a shaft, and this error is someway multipied for all the layers deposited one on top of the other in a given spot (the spot you are willing to measure). Add to this the natural material's shrinking and expansion due to heat, minimal over or under extrusions while printing and a few tens of other trascurable factors and you're done. Some better compensation could be done in software for specific situations, but an error will there always be. Zortrax in this already did a good job since it's the most accurated FDM printer around, obviously we expect they'll improve it even further, but I wouldn't really complain in this area.
Here two good in depths of some of the many factors affecting the FDM printing process:
The detached walls bug only happens when wall thickness is greater then 1mm and smaller then 1.5mm. I know because I made a test print with all the possibile small sizes to check what to avoid. This bug is present since any version I tried from 0.7 on so I hope that it will be fixed in a Soonday release but I don't expect it so soon. Maybe we should open a bugtracker for this.
In the meantime just avoid walls like 1.2-1.3mm or 0.05" and you'll be safe.
It's my guess that you attempted this with straight walls, in which this is(mostly) true. However, for complex curves I have had issues with infill all the way up to 2.5 mm - real parts, not ideal tests.
You can't have perfect matching in wall thickness accuracy, this is unfortunately not a zortrax fault but it is due to the mechanical limits of the machine and it's also one of limits of the FDM printing process. Pulleys, shafts and stepper motors have some tolerance, (call it "error") when moving so fast back and forth or rotating along a shaft, and this error is someway multipied for all the layers deposited one on top of the other in a given spot (the spot you are willing to measure). Add to this the natural material's shrinking and expansion due to heat, minimal over or under extrusions while printing and a few tens of other trascurable factors and you're done. Some better compensation could be done in software for specific situations, but an error will there always be. Zortrax in this already did a good job since it's the most accurated FDM printer around, obviously we expect they'll improve it even further, but I wouldn't really complain in this area.
Either I failed to communicate clearly or you failed to read my previous posts; dimensional accuracy is not my concern - infill is. I assume that you are trying to be helpful, but launching into a full lecture based based on a faulty assumption that you failed to confirm first is only wasting your time, and with the tone of teaching a child you also show ego. As with most on here, I have a pretty good grasp on the concepts, and as a mechanical engineering graduate student that has done numerous projects on the subject my understanding is probably better than most. I bring this up only to make the point that you should always confirm assumptions before sticking your foot in your mouth by acting on them.
"...graduate student with better understanding than most" "...with the tone of teaching a child also show your ego" "...sticking your foot in your mouth..."...
You should take a holiday since you drove out of your mind for no reason.
It's my guess that you attempted this with straight walls, in which this is(mostly) true. However, for complex curves I have had issues with infill all the way up to 2.5 mm - real parts, not ideal tests.
Gears are another infill issue.. Be great if number of shells could be selected to fill the teeth completely. (Ice cream maker gear fail) Now it was under great stress and did hang on for quite a while..
Labrat… I think this is a typical case of “virtual misunderstanding” . Spicchio might have missed the actual topic but his post “sounds” well meant (and was based on what he read in the links) and not “child teacher like” at all to me personally… Just my 2 cents…
"...graduate student with better understanding than most" "...with the tone of teaching a child also show your ego" "...sticking your foot in your mouth..."...
You should take a holiday since you drove out of your mind for no reason.
[Sigh] Can nobody appreciate intentional irony? I have very dry sarcasm that relies on others understanding that what I’m saying is too ridiculous to be serious, and it tends to flare up when I feel patronized. One of these days I’ll realize that it really doesn’t work being typed, not to mention I forgot about language barriers. You were just trying to help, so I do apologize for the sarcasm.
Anyways the only point I was trying to make was that it’s good practice to understand what’s being discussed before jumping in. I appreciate that you were trying to help, and I’m sure it wasn’t intended to be patronizing, but it wasn’t relevant to my point of contention.
Kyle; I’ve had so many issues with gears (specifically shells not fusing to what little infill it decides to print) I’ve nearly given up.
I think the solution is to apply some paper glue (stick form) on the platform and leveling it.
A lot f things was tuned hundreds of function rewritten, optimization done, many small bugs solved (maybe new created) etc. programming process is not what you see and feel it is about what is deeply inside and how it working Plus now it is real multi platform application which looks and works same on the Win/Mac
Best Regards
Martin
now it wont work on linux :(
ill keep trying to setup wine for it to work today
what version of .NET is requiered to run the software?
ofc i will, but in order to upload the specific zcode along with the stl, i should wait for a 15hr print to finish as i only have it on the sd card and i dont know if i regenerate it if there would be any variations.
I finished the print and all on all it;s not the worse print I have had , it added more support to the print but was easy to remove , it was also two hours longer than the exact same models i had just finished 45 minutes or so before this version of the software was released .. conclusion ... keep up the good the work
 . Spicchio might have missed the actual topic but his post “sounds” well meant (and was based on what he read in the links) and not “child teacher like” at all to me personally… Just my 2 cents…
. Spicchio might have missed the actual topic but his post “sounds” well meant (and was based on what he read in the links) and not “child teacher like” at all to me personally… Just my 2 cents…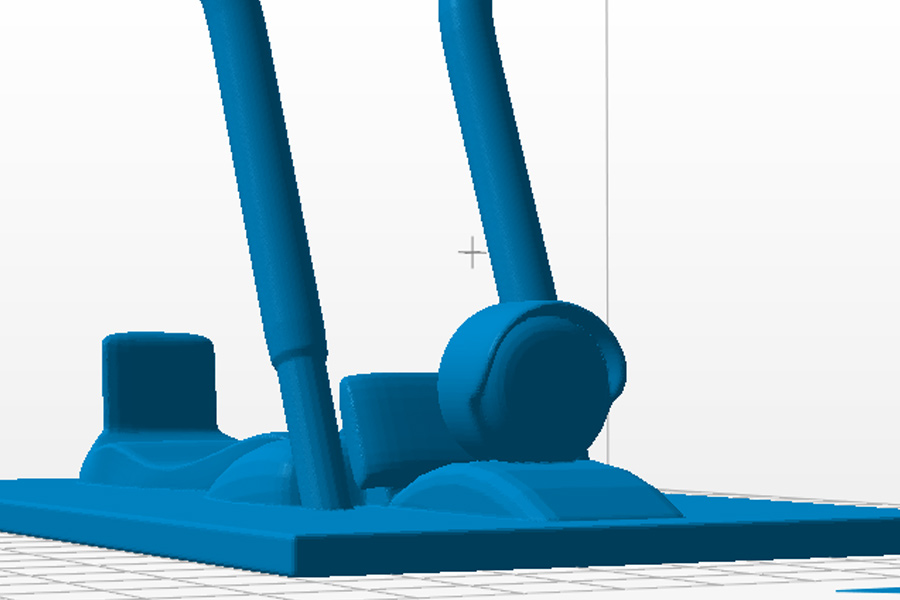{kind=link}
{kind=link}
{kind=link}
{kind=link}